Introduction
Static electricity is an invisible problem with very visible consequences. In electronics manufacturing, ESD costs the average manufacturer 4–8% of total annual revenue, according to estimates cited by the ESD Association.
In flexible packaging, static charge pulls dust onto film surfaces, causes film-to-film adhesion that slows production lines, and degrades print quality. Where flammable materials are present, a static spark can ignite vapour-air mixtures with less than 0.5 mJ of energy.
These are routine operational risks for plastics processors across packaging, automotive, electronics, and healthcare.
Antistatic masterbatch addresses all of them at the source — built into the polymer during manufacturing, not applied afterward. This guide covers how it works, the difference between migratory and permanent grades, where each type fits, and how to select and dose correctly for your application.
Key Takeaways
- Standard PE and PP have surface resistivity of 10¹⁵–10¹⁶ Ω/sq — far too insulative to dissipate static naturally
- Migratory grades rely on atmospheric moisture to function — performance drops in low-humidity conditions
- Permanent grades use conductive fillers and deliver humidity-independent protection
- Ester-type antistats are FDA 21 CFR and EU 10/2011 compliant for food-contact packaging
- Migratory grades require 24–72 hours post-molding before reaching full antistatic performance
- Typical dosage is 1–5% by weight — overdosing above this range causes processing problems
What Is Antistatic Masterbatch?
Antistatic masterbatch is a solid concentrate — typically a carrier resin loaded with 15–50% active antistatic agents — that is melt-compounded with a base polymer during manufacturing. Unlike surface sprays or topical coatings applied after processing, masterbatch is incorporated directly into the melt stream, making the antistatic functionality integral to the material itself.
The need for it comes down to physics. Standard polyethylene and polypropylene have surface resistivity of 10¹⁵–10¹⁶ Ω/sq, which means charge has nowhere to go. It accumulates on the surface until it discharges suddenly — attracting dust, disrupting film handling, or in sensitive electronics environments, destroying components.
Antistatic masterbatch brings that resistivity down to the 10⁹–10¹³ Ω/sq range, where charge can dissipate safely.
Key Components
Every antistatic masterbatch contains three functional elements:
- Carrier resin (PE, PP, or a matched thermoplastic) — must align with the base polymer. Carrier mismatch is the most common cause of poor dispersion and inconsistent performance.
- Active agents — organic types (ethoxylated amines, glycerol esters, quaternary ammonium salts) for migratory grades, or inorganic conductive fillers (carbon black, carbon nanotubes, graphene) for permanent grades.
- Auxiliary agents — dispersants, thermal stabilizers, and processing aids that ensure uniform distribution during compounding and batch-to-batch consistency.
How Antistatic Masterbatch Works: The Science Behind Static Control
Migratory Grades: A Three-Phase Process
Migratory antistatic masterbatch doesn't work the moment it leaves the extruder. Performance builds over three phases:
- Blending and extrusion — the masterbatch melt-mixes with the base polymer during injection moulding, film blowing, or fibre spinning
- Migration — low-molecular-weight antistatic molecules slowly diffuse from the polymer bulk to the surface over 24–72 hours post-moulding
- Water absorption — the hydrophilic head of each surface-active molecule absorbs atmospheric moisture, forming a thin conductive layer that continuously drains static charge
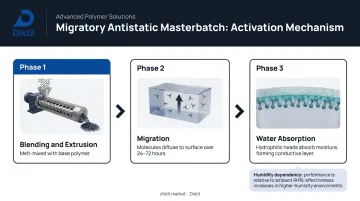
This mechanism has one critical dependency: humidity. Ampacet's technical data shows that two antistats performing comparably at 50% RH can diverge dramatically at 12% RH. Climate-controlled cleanrooms, air-conditioned warehouses, and winter production environments all create conditions where migratory antistat performance can degrade significantly. For humidity-sensitive environments, this is a selection-defining factor — not an edge case.
Permanent Grades: Conductive Networks
Permanent antistatic masterbatch works through an entirely different mechanism. Conductive fillers — carbon black, carbon nanotubes (CNTs), or graphene — form a percolating network within the polymer matrix during processing. That network physically conducts charge through the material, regardless of surface conditions or ambient humidity.
Loading requirements drive the key tradeoff between filler types:
- Carbon black: typically 5–25% by weight, depending on grade and target resistivity
- CNT-based systems (such as Arkema's Graphistrength masterbatches): ESD-range properties achievable at 2–3% loading, with less impact on part colour, mechanical properties, and cost per kilogram
Masterbatch vs. Surface Treatments
| Factor | Antistatic Masterbatch | Surface Sprays/Coatings |
|---|---|---|
| Durability | Permanent (or semi-permanent) | Temporary — wears off |
| Reapplication | None required | Regular reapplication needed |
| VOC burden | None | Adds VOC load |
| Production line changes | Not required | Requires additional step |
| Performance consistency | Uniform throughout part | Surface only |
Types of Antistatic Masterbatch: Migratory vs. Permanent
Migratory (Organic) Antistatic Masterbatch
Migratory antistats have a dual-functional molecular structure: a hydrophobic tail that controls diffusion rate through the polymer, and a hydrophilic head that absorbs moisture to create the conductive surface layer.
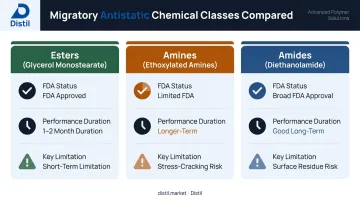
Three main chemical classes, each with distinct trade-offs:
| Class | Example | FDA Status | Performance Duration | Key Limitations |
|---|---|---|---|---|
| Esters | Glycerol monostearate (GMS) | 21 CFR 178.3130 approved | 1–2 months | Short-term only |
| Amines | Ethoxylated amines | Limited FDA approval | Longer-term | Incompatible with polycarbonate; stress-cracking risk |
| Amides | Diethanolamide | Broader FDA approval than amines | Good long-term | Can cause oily surface residue at high loading |
Beyond humidity, several factors influence migratory antistat performance in practice:
- Polymer crystallinity: high-crystallinity resins like HDPE and PP slow diffusion, extending the time to reach full surface coverage
- Competing additives: slip agents compete for surface coverage; silica antiblock can adsorb antistatic molecules; acidic flame retardants react with amine and amide antistats
- Post-processing: corona treatment accelerates migration; lamination causes antistat loss into adhesive layers
Permanent (Conductive) Antistatic Masterbatch
Where migratory grades depend on surface migration and ambient moisture, permanent grades eliminate both variables. They're humidity-independent, effective immediately after processing, and the correct choice when:
- End-use environments have low or fluctuating humidity
- The application involves high-temperature engineering plastics (PBT, Nylon, PPS) where organic antistats degrade
- ESD performance must be verified on the production floor, not after a 48-hour conditioning window
The carbon black vs. CNT decision comes down to cost versus performance. Carbon black requires higher loading — typically 15–25% — which affects mechanical properties and colour. CNT systems achieve equivalent or better resistivity at just 2–5% loading, at a higher raw material cost.
Hybrid Grades
Hybrid masterbatches combine polymeric antistatic chemistry with organic ionic agents to deliver moderate, stable performance without the humidity sensitivity of migratory grades.
They suit applications where two conditions apply simultaneously:
- Migratory variability is unacceptable (regulated or precision-sensitive end uses)
- Heavy conductive filler loading would compromise colour or surface aesthetics
Automotive interior trims and medical device components are the most common examples.
Industry Applications: Where Antistatic Masterbatch Makes the Difference
Electronics and ESD Packaging
Sensitive components — ICs, LEDs, circuit boards — require surface resistivity of 10⁶–10¹¹ Ω/sq to prevent ESD damage during storage and transport. ESD packaging (anti-static trays, bags, component carriers) must comply with standards including ANSI/ESD S20.20 and IEC 61340-5-1:2024.
One chemistry note that matters here: amine-type antistats must not be used in contact with polycarbonate used in electronics enclosures — chemical incompatibility causes stress cracking.
Flexible Packaging (Food, Pharma, FMCG)
Antistatic masterbatch in packaging films solves two distinct problems: it reduces dust attraction that contaminates product surfaces, and it prevents film-to-film adhesion that slows winding, slitting, and form-fill-seal operations.
India's flexible packaging market — valued at USD 20.41 billion in 2025 and growing at 11.46% CAGR — represents a large and expanding base of applications where static control directly affects line efficiency and product quality.
For food-contact applications, grade selection is non-negotiable:
- Only FDA 21 CFR 178.3130 and EU Regulation 10/2011 compliant grades are permissible
- Ester-type antistats — particularly glycerol monostearate — meet both standards
- Amine-type antistats do not meet these requirements and must be excluded from food-contact specifications
Automotive
Dashboard panels, interior trim components, and fuel system parts all need antistatic properties — to prevent dust accumulation on visible surfaces and to eliminate spark generation near fuel vapour. Permanent carbon-black grades are the standard choice here. The temperature cycling within vehicle cabins and the low-humidity conditions inside climate-controlled interiors make migratory grades unreliable.
Healthcare and Medical Devices
Patient-contact components — syringe barrels, IV connectors, surgical drapes, infusion bags — face contamination risk from static-attracted particulates. Two requirements govern grade selection here:
- Biocompatibility under ISO 10993 is mandatory
- Formulation chemistry is limited to ester-based migratory grades, given the stricter regulatory environment around patient-contact materials
How to Select the Right Antistatic Masterbatch
Five parameters determine the right grade:
- Base polymer compatibility — carrier resin must match the processing resin for uniform dispersion
- Target resistivity — electronics packaging, healthcare, and automotive each reference different standards (ANSI/ESD S20.20, IEC 61340-5-3, NFPA 99)
- Processing temperature — organic migratory agents degrade above 280°C; high-temperature engineering plastics require permanent grades
- Regulatory compliance — food contact, medical, and automotive applications each have specific approval requirements that must be confirmed at the formulation level
- Additive interaction audit — flame retardants, slip agents, pigments, and antiblock additives can all interfere with antistat performance; this audit must happen before scaling production

Application-specific trials are not optional. Compatibility tests, conditioning time assessments, and performance verification across the intended humidity range catch problems that supplier data sheets alone cannot predict.
Distil's R&D team — drawing on experience from Dow, BASF, and Reliance Industries, led by VP of R&D Dr. Leema Joseph — conducts application-specific tuning and trials as part of its standard formulation engagement, helping manufacturers reduce development time and avoid costly failures when scaling to production.
Overdosing is a common misstep worth flagging directly. Adding more masterbatch than required doesn't improve performance — it introduces new failure modes. In transparent film applications, high concentrations of migratory antistats cause adhesion problems, compromise heat-seal integrity, and generate visible haze. The goal is precise dosage, confirmed through trials, not a conservatively high loading.
Dosage, Processing, and Performance Testing
Dosage Guidelines
Typical let-down ratios run 1–5% by weight, with variation by application:
- Migratory grades in LDPE electronics packaging: 3–5%
- Fibre spinning applications: 2–4%
- Permanent carbon-black grades: dependent on target resistivity and filler grade
Once the dosage is confirmed, processing conditions determine whether that dosage actually delivers consistent performance.
Processing best practices:
- Use a twin-screw extruder with high shear for uniform dispersion
- Pre-dry hygroscopic masterbatches at 80°C for 2 hours to prevent moisture-induced processing defects
- Do not assume migratory grades are effective immediately post-moulding — allow 24–48 hours conditioning before testing
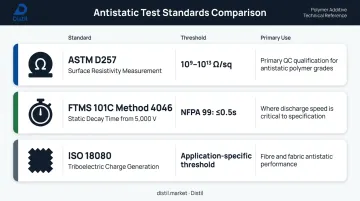
Key Test Methods
| Standard | What It Measures | Key Threshold | Primary Use Case |
|---|---|---|---|
| ASTM D257 | Surface resistivity (DC voltage, 60-second dwell) | Antistatic: 10⁹–10¹³ Ω/sq; above 10¹⁴ Ω/sq = insulative | Primary QC test for most applications |
| FTMS 101C Method 4046 | Static decay time from 5,000 V charge to % of peak | NFPA 99: ≤0.5 s to 10%; MIL-PRF-81705D: ≤2.0 s | Where discharge speed matters, not just steady-state resistivity |
| ISO 18080 | Friction-induced charge (triboelectric) | Application-specific | Fabric and fibre applications; rarely used for moulded parts or packaging films |
Common Processing Pitfalls
- Testing antistatic performance immediately after moulding (migratory grades need time to migrate)
- Ignoring seasonal humidity shifts that affect migratory antistat effectiveness through the year
- Using contaminated regrind without adjusting dosage to account for reduced active concentration
- Specifying standard grades for transparent packaging without requesting optical-grade formulations
Frequently Asked Questions
Which plastics are anti-static?
No plastic is inherently anti-static — anti-static properties must be imparted through antistatic masterbatch during processing. Common plastics treated this way include PE, PP, PET, ABS, PS, and nylon, depending on the application and antistatic agent compatibility.
What is the difference between migratory and permanent antistatic masterbatch?
Migratory grades rely on surface moisture absorption to dissipate charge and need 24–72 hours post-processing to activate. Permanent grades use conductive fillers (carbon black, CNTs) that work immediately and independently of humidity.
How much antistatic masterbatch should I add to my formulation?
Typical addition rates are 1–5% by weight, depending on masterbatch type, base polymer, and target resistivity. Exceeding this range can cause adhesion issues, surface slip, and optical haze, so dosage should be confirmed through application-specific trials.
Does antistatic masterbatch affect the mechanical properties of the base polymer?
At typical dosage levels (1–5%), well-formulated antistatic masterbatch does not significantly alter tensile strength, elongation, or impact resistance. High loadings of conductive fillers in permanent grades can darken the material and slightly reduce elongation , a trade-off managed through grade selection and dosage optimisation.
Is antistatic masterbatch safe for food packaging?
Ester-type antistatic agents such as glycerol monostearate are compliant with FDA 21 CFR 178.3130 and EU Regulation 10/2011 for food-contact packaging. Amine-type antistats have limited FDA approval and should not be used in direct food-contact applications. Always request regulatory compliance documentation from your masterbatch supplier.
How long does it take for antistatic masterbatch to become effective?
For migratory grades, the antistatic agent needs 24–72 hours post-moulding to migrate to the surface and absorb sufficient atmospheric moisture to perform. Permanent conductive grades are immediately effective upon processing and require no conditioning period.