Introduction
Every plastic product you encounter — from the dashboard of a car to the film wrap on a food container — gets its colour, durability, and functional properties from a concentrated ingredient called masterbatch. Without it, plastic processing would be slower, messier, and far more wasteful.
India's masterbatch industry has grown into a serious force in global polymer supply chains. According to IMARC Group, the domestic market stands at USD 411.31 million in 2025 and is projected to reach USD 613.91 million by 2034 at a 4.55% CAGR.
That growth mirrors the global picture. Mordor Intelligence values the worldwide masterbatch market at USD 12.41 billion in 2025, on track to hit USD 16.18 billion by 2031.
For procurement teams and product developers deciding between suppliers, understanding the technology, the market, and the right evaluation criteria matters. This article covers the six core masterbatch types, the innovations reshaping the sector, how leading Indian manufacturers differentiate themselves, and what buyers should assess before committing to a supplier.
Key Takeaways
- Masterbatch is a concentrated mixture of pigments and/or additives in a carrier resin, added at a 1–5% ratio during plastic processing
- Six core types — color, white, black, additive, filler, and specialty — are each engineered for distinct applications
- Leading manufacturers compete on sustainability compatibility, functional additives, and R&D depth alongside color performance
- Polymer compatibility, certifications, batch consistency, and IP protection are the criteria that determine supplier selection
- India offers both manufacturing scale and technical sophistication for global masterbatch buyers
What Is Masterbatch and How Is It Used in Plastic Manufacturing?
Masterbatch is a **highly concentrated mixture of pigments or additives dispersed in a carrier resin**, produced in pellet form and added to base plastic during extrusion or injection moulding. The typical addition rate is 1–5% of the total polymer weight, though some functional grades are used at lower concentrations.
The manufacturing process follows a defined sequence:
- Weigh and mix pigments or additives with the carrier resin
- Extrude the blend under controlled temperature and shear
- Cool and pelletize into uniform granules

Those pellets carry a high active load: concentrations typically range from 40–65%, with specialty grades reaching 80%. That density enables precise dosing of even expensive or reactive ingredients at small addition rates — without the handling risks of raw powder.
Why Processors Choose Masterbatch Over Direct Compounding
Direct pigment compounding requires handling fine powders that create dust, measurement errors, and contamination risks. Masterbatch eliminates those problems:
- Dust-free handling reduces health and contamination hazards on the production floor
- Consistent dispersion delivers uniform colour and additive distribution batch after batch
- Longer shelf life compared to raw pigment powders
- Lower waste through precise dosing rather than bulk addition
- Reduced inventory complexity — a single masterbatch grade covers multiple polymer runs
For processors running high-speed film lines or tight-tolerance injection moulding, consistent dispersion and dust-free handling directly reduce reject rates — which is why masterbatch sourcing quality matters as much as formulation.
Key Types of Masterbatch and Their Industrial Applications
Color Masterbatch
Color masterbatch delivers uniform, batch-consistent pigmentation across nearly every common polymer — PP, PE, ABS, PVC, PET, and PA6. Applications span packaging films, consumer goods, automotive interiors, and fibres.
Custom color matching against Pantone, RAL, or physical samples is a key service differentiator among manufacturers. Color masterbatch held 42% of India's masterbatch market in 2025, making it the dominant product type domestically.
White and Black Masterbatch
These are the two highest-volume types globally.
- White masterbatch (TiO₂-based) provides opacity, brightness, and UV barrier properties in films, pipes, rigid packaging, and agricultural applications
- Black masterbatch (carbon black-based) delivers UV protection, electrical conductivity modulation, and deep coloration in agricultural films, wire and cable insulation, and automotive components
Globally, white masterbatch held 32.45% market share in 2025. Black masterbatch is a USD 3.6 billion segment by 2030, driven by electronics, automotive, and cable demand.
Additive Masterbatch
Additive masterbatch modifies a plastic's physical or chemical behaviour without necessarily changing its colour. The functional range is wide:
| Additive Type | Primary Function |
|---|---|
| UV stabilisers | Prevent photodegradation in outdoor applications |
| Flame retardants | Reduce flammability for wire, cable, and electronics |
| Antistatic agents | Dissipate static charge in packaging and electronics |
| Antimicrobials | Inhibit bacterial growth in medical and food-contact applications |
| Slip and antiblock agents | Control surface friction and film blocking in packaging |
| Antioxidants | Delay thermal and oxidative degradation during processing |
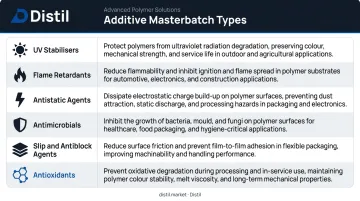
Additive masterbatch is identified as the fastest-growing product type, driven by demand for UV stabilisers, flame retardants, and antimicrobials across regulated industries.
Filler Masterbatch
Filler masterbatches — typically calcium carbonate or talc — help processors reduce raw material costs while maintaining acceptable mechanical properties. They are widely used in raffia tapes, blown films, pipes, and woven sacks.
Dispersion quality is critical: poorly dispersed filler particles create stress concentrators that reduce tensile strength and cause film defects.
Specialty Masterbatch
Specialty grades address performance and aesthetic requirements that standard color or additive masterbatches cannot meet. Demand from premium packaging, healthcare, and electronics is driving demand for:
- Optical brighteners for brilliant whites in textiles and packaging
- Pearlescent and metallic effects for premium consumer goods
- Fragrance masterbatches for scented packaging and consumer products
- Glow-in-the-dark and photoluminescent grades for safety signage and toys
- Anti-counterfeit and security masterbatches with UV/IR-detectable taggants embedded in the polymer matrix
Leading Innovations Reshaping the Masterbatch Industry
Sustainable and Recycled-Polymer-Compatible Formulations
The most significant pressure on masterbatch manufacturers right now comes from sustainability mandates. The EU's Single-Use Plastics Directive and India's 2024 Plastic Waste Management Rules — including Extended Producer Responsibility (EPR) obligations for plastic packaging — are forcing brand owners to increase recycled content.
That shift creates a direct formulation challenge: recycled polymers like rPET, rPP, and rHDPE carry colour inconsistencies, contamination, and degraded molecular weight that standard masterbatches weren't designed to handle.
Leading manufacturers are responding with masterbatch grades specifically engineered to:
- Compensate for colour variability in recycled feedstocks
- Maintain optical performance (opacity, brightness) in rPET packaging
- Improve dispersion in degraded polymer matrices
- Reduce pigment loading while achieving equivalent colour strength
Ampacet's REC-O-BLACK 216, for example, is manufactured from more than 95% recycled and recovered material — a product designed for the circular economy, not just compatible with it.
High-Performance Functional Additives for Demanding Applications
Automotive, wire and cable, and electronics customers are pushing masterbatch manufacturers well beyond conventional colour and UV applications. Specific developments include:
- Halogen-free flame retardant (HFFR) grades compliant with IEC 61249-2-21 and EN 50642, designed for printed circuit boards and cable jacketing
- Zero-halogen flame retardant (ZHFR) masterbatches providing low smoke density for confined-space applications (rail, building, marine)
- Electrical conductivity control via carbon black-based grades for antistatic and ESD-sensitive packaging
- Thermal stability additives for polymers processed at high temperatures in under-hood automotive applications
Indian manufacturers like Surya Compounds publish ZHFR masterbatch offerings targeting these requirements, while global players like Ampacet have developed their Halolite 527 and Halofree 533 grades for international regulatory compliance.
Laser Marking and Anti-Counterfeit Masterbatches
Global brands — particularly in automotive components and pharmaceutical packaging — increasingly require permanent, machine-readable identification on plastic parts. Laser-markable masterbatch grades make this possible without labels or secondary printing.
Ampacet's Laser Mark grades enable high-definition, high-contrast marking on clear and dark surfaces using Nd:YAG laser systems. For the medical sector, ProVital+ LaserMark masterbatches provide permanent high-contrast coding on plastic medical device components.
On the anti-counterfeit side, security masterbatches embed molecular taggants into the polymer matrix itself. Avient's PLASTIWARD solution integrates these taggants invisibly — detectable only with UV or IR scanners — making them substantially harder to replicate than surface-applied security features.
R&D-Led Co-Development and Application-Specific Tuning
The competitive edge for top manufacturers has shifted from product breadth to co-development depth. Processors increasingly need masterbatch formulations tuned to their specific equipment, processing conditions, and end-product requirements — and catalog supply no longer meets that bar.
Distil, a Mumbai-based specialty chemicals developer with a dedicated R&D centre in Navi Mumbai, addresses this through a structured five-stage approach:
- Problem definition — scoping the processor's specific formulation constraints
- Formulation design — engineering the masterbatch to those parameters
- Validation and testing — application trials managed directly with the customer
- Process optimisation — loading ratio tuning for the processor's equipment
- Commercial-scale production — scale-up through Distil's manufacturing partner network
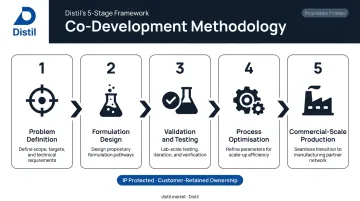
The R&D team — comprising PhDs, MScs, and engineers with 45+ years of combined experience from Dow, BASF, Huntsman, and Reliance Industries — handles trials end to end. Customers retain full ownership of their formulation data through Distil's IP protection framework, which covers process fragmentation and permission-based access controls.
Top Masterbatch Manufacturers in India: What Sets Leaders Apart
India has become an attractive base for global masterbatch sourcing, combining competitive manufacturing costs with strong polymer processing infrastructure and growing technical sophistication. Several manufacturers have built export-grade capabilities that rival larger global peers.
Alok Masterbatches
Alok offers a broad product range covering colour, additive, white, black, mineral, and UV masterbatches across agriculture, automotive, packaging, building and construction, and consumer durables. Their regulatory portfolio includes ISO 9001, ISO 14001, ISO 45001, and ISO 50001:2018 certifications, with OEKO-TEX Standard 100 at their Tamil Nadu facility — making them relevant for textile and food-adjacent applications.
Plastiblends India Ltd
A member of the Kolsite Group and established in 1991, Plastiblends is one of India's largest masterbatch producers with annual capacity exceeding 130,000 MT and exports to 60+ countries. Their product portfolio spans colour white, black, additive, filler, and polyester masterbatches, with dedicated R&D and application development units. Their listed-company status provides financial transparency for global buyers doing supplier due diligence.
Ampacet India
Ampacet's Asia operations — headquartered in Rayong, Thailand with regional presence including India — bring global technical backing to the market. Their specialty includes antifog masterbatches for fresh produce packaging, recycled-polymer-compatible grades, HFFR formulations, and laser-marking solutions. Their technical support model, backed by global innovation labs, gives buyers a single point of accountability for regulatory documentation across multiple export markets.
Other Notable Players
Two further suppliers worth evaluating for specific application needs:
- Rajiv Plastics (est. 1978) — 30+ resin types across white, black, colour, additive, and special effect grades; 1,500+ customers in 55+ countries
- Surya Compounds (est. 1986) — ZHFR masterbatches alongside standard grades for packaging, automotive, and electronics
When shortlisting Indian suppliers, the practical divide is between high-volume exporters with fixed infrastructure — best for stable, large-order programmes — and agile mid-market manufacturers that can move faster on custom development and lower MOQs.
How to Choose the Right Masterbatch Manufacturer for Your Application
Polymer Compatibility and Certifications
Start here before evaluating anything else. The masterbatch carrier resin must be compatible with your base polymer — a mismatch causes processing failures, surface defects, and product rejection. Always request a technical data sheet confirming carrier compatibility and let-down ratio before sampling.
For regulated applications, verify certifications against your actual requirements:
- ISO 9001 for general quality management
- ISO 13485 for medical device supply chains
- IATF 16949 for automotive tier suppliers
- REACH and RoHS for products entering EU markets
- 21 CFR Part 177 (FDA) for food-contact polymer compliance

Avoid treating these certifications as interchangeable — each covers a specific scope, and the relevant standard depends entirely on your end-use application and export destination.
R&D Depth, Technical Support, and IP Protection
The best manufacturers function as technical partners, not just product suppliers. Evaluate:
- Will they run application trials and adjust loading ratios based on your specific equipment and processing conditions?
- Do they have in-house R&D staff who can diagnose dispersion or performance issues, or do problems get escalated externally?
- For proprietary formulations, does the supplier use process fragmentation and permission-based data access to prevent your formulation from reaching competitors through their manufacturing network?
That last point carries more weight than most buyers expect. IP leakage through shared manufacturing infrastructure is a real risk — ask specifically how formulation data is partitioned across production sites before signing any development agreement.
Supply Chain Reliability and Batch Consistency
Technical capability matters, but it means little if deliveries are inconsistent. Before committing, press the supplier on specifics:
- What quality management system controls batch-to-batch consistency?
- How is colorimetric consistency verified across production runs?
- What is the lead time for custom grades versus standard catalog products?
- Can the supplier scale production volume without compromising specification?
Asset-light manufacturing models — where production scales across a partner network rather than a single fixed facility — can offer real flexibility here. For buyers whose volumes fluctuate or who are launching new product lines without large MOQ commitments, this structure removes a common sourcing constraint.
Frequently Asked Questions
What is the difference between color masterbatch and additive masterbatch?
Color masterbatch imparts pigment and uniform colour to plastic without altering its functional properties. Additive masterbatch contains functional chemicals — UV stabilisers, flame retardants, antistatic agents — that modify the plastic's physical or chemical behaviour. Most processors stack both types in a single compound to achieve colour and performance in one pass.
How do masterbatch manufacturers ensure batch-to-batch consistency?
Consistency depends on standardised raw material sourcing, calibrated extrusion equipment, and process controls including colorimetric testing and melt flow index checks. Quality management systems — typically ISO 9001-certified — provide the framework for documenting and maintaining those controls across production runs.
What industries use masterbatch the most in India?
Packaging is the largest sector, accounting for 44% of India's masterbatch demand in 2025. Automotive components, agricultural films, textiles and fibres, wire and cable insulation, and medical devices are the other major end-use segments.
What is the typical masterbatch loading ratio?
Masterbatch is typically added at 1–5% of total polymer weight. The masterbatch itself contains 40–65% active ingredient. That concentration means even small additions deliver a significant functional effect, allowing precise dosing of expensive or potent additives with minimal material loss.
How is sustainability shaping innovation in the masterbatch industry?
Manufacturers are developing formulations compatible with recycled polymers (rPET, rPP, rHDPE) and engineering colour corrections for inconsistent recycled feedstocks. Some are also building masterbatch systems from recovered materials. Regulatory pressure — particularly EPR obligations under India's Plastic Waste Management Rules and EU single-use plastics targets — is the primary driver.
What should global brands evaluate when sourcing masterbatch from India?
Assess polymer compatibility, relevant certifications (ISO, REACH, RoHS, FDA), R&D and customisation depth, batch consistency controls, IP protection mechanisms, and the supplier's ability to scale production reliably. For export-oriented or high-specification applications, also verify whether the manufacturer can provide audit documentation and real-time production traceability.