
Introduction
Standard plastics are electrical insulators. That's usually a feature — until your application demands something different. ESD-safe semiconductor trays, EMI-shielded EV housings, semi-conductive cable screens, conductive flooring in data centres: each of these requires a plastic that actively manages electrical charge rather than ignoring it.
This is where conductive masterbatch earns its place. It's a familiar term in polymer circles. Its real value, though, shows up in reduced field failures, passed EMC compliance tests, and production batches that don't get scrapped for resistivity drift.
This article covers what conductive masterbatch does, the three functional advantages that matter most for procurement and engineering decisions, and how it's used across major industries. It also addresses what separates a well-specified compound from one that creates problems at scale.
Key Takeaways
- Conductive masterbatch embeds a permanent conductive network inside the polymer — not a surface treatment that wears off
- Carbon black typically requires 10–20% loading to reach percolation; CNTs achieve it at 1–5%
- Primary functions: ESD protection, EMI shielding, and cost-effective conductivity versus metal or coating alternatives
- Surface resistivity is tunable from ~10⁴ to 10⁹ Ω/sq depending on filler, loading, and resin
- Batch-to-batch resistivity consistency is non-negotiable; any drift translates directly to product failure
What Is Conductive Masterbatch?
Conductive masterbatch is a high-concentration blend of conductive fillers — carbon black, carbon nanotubes (CNTs), metallic particles, or hybrid systems — pre-dispersed in a carrier resin, used to impart electrical conductivity to plastic products during standard processing.
How the Conductivity Mechanism Works
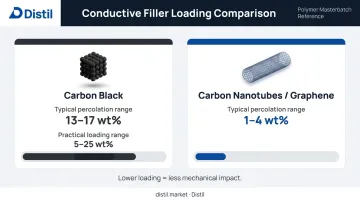
Conductivity activates at a critical concentration called the percolation threshold — the point where conductive particles form interconnected pathways through the polymer matrix and electrons can travel across the part. Below this threshold, filler loading increases resistivity without meaningfully reducing it.
The threshold depends heavily on filler geometry:
- Carbon black typically requires 13–17 wt% loading in common resins such as PC, PS, or HDPE to reach percolation — though Ampacet reports a broader practical range of 5–25 wt% depending on carbon black grade and polymer (source)
- CNTs and graphene reach percolation at 1–4 wt% due to their high aspect ratio, with commercial thermoplastic antistatic systems reported at 1.5–4.5 wt% (MDPI 2021)
Why This Matters for Formulation Decisions
Those threshold values shift with every change in resin type, filler structure, dispersion quality, and processing conditions. Conductive masterbatch is a functional system, not a pigment — it determines whether a plastic part safely dissipates charge, blocks electromagnetic interference, or fails under real-world electrical stress. Formulation precision, not nominal loading levels, is what separates reliable performance from specification risk.
Key Advantages of Conductive Masterbatch
Advantage 1: Reliable Electrostatic Dissipation (ESD Protection)
ESD protection prevents static charge from accumulating on plastic surfaces — a requirement wherever plastic components contact sensitive electronics, flammable substances, or precision instruments.
Conductive masterbatch creates this protection by embedding a permanent conductive network within the polymer matrix, allowing charge to dissipate safely to ground. Unlike surface antistatic coatings that wear off, or humidity-dependent migrating agents that fail in dry conditions, this network remains functional for the part's service life.
Why this matters for manufacturing decisions:
- ESD events can irreversibly damage microelectronics without leaving visible marks at the point of failure. The damage appears later as latent field failures, warranty claims, and brand liability that is difficult to trace back to origin
- ESDA's ESD fundamentals note that affected devices can range from a few cents for a simple component to thousands of dollars for complex systems making ESD-related losses a genuine business risk, not just a technical footnote
- Specifying an ESD-safe compound at the formulation stage costs a fraction of what field returns or production line contamination events cost to manage
ESDA defines dissipative materials as those with surface resistance ≥1.0 × 10⁴ Ω and <1.0 × 10¹¹ Ω — a testable range that masterbatch formulators can target and verify at compound qualification.
KPIs affected: Component rejection rate, field failure rate, ESD incident frequency, packaging qualification pass rate
Most critical in: Semiconductor and electronics packaging, cleanroom environments, automotive fuel systems, and any application where static buildup creates ignition or equipment damage risk
Advantage 2: EMI Shielding Without Replacing Plastic With Metal
Electromagnetic interference (EMI) shielding is a material's ability to block or absorb electromagnetic radiation. Any enclosure housing electronics or operating near RF-sensitive equipment needs it.
CNT-based and hybrid conductive masterbatch systems create a conductive barrier within the plastic wall itself, reflecting or absorbing EM waves before they reach internal components.
Published shielding benchmarks from peer-reviewed literature:
| Filler System | Polymer | Reported SE |
|---|---|---|
| Carbon nanotubes | Polypropylene | Up to 90 dB |
| CNT/carbon hybrid | Composite | 61.4 dB |
| Conductive carbon black (15 phr) | UHMWPE/PP | 27.29 dB (X-band) |
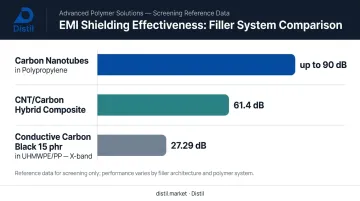
These figures vary by filler architecture and polymer system; treat them as reference data for initial screening, not universal guarantees.
Why this creates real commercial value:
- Metal housings provide excellent shielding but add weight, tooling complexity, corrosion risk, and machining cost. Conductive plastic retains design flexibility and reduces part weight
- Regulatory obligations are real: EU Directive 2014/30/EU requires equipment to limit electromagnetic disturbance and maintain adequate immunity. Non-compliance means market access failure, not just a technical note
- Injection-moulded conductive plastic parts typically involve lower tooling cost and faster cycle times than equivalent machined metal enclosures
KPIs affected: EMI shielding effectiveness (dB), compliance pass rate, housing weight, part cost per unit, tooling lead time
Where this matters most: Medical imaging equipment, communication devices, EV power electronics, automotive control units, consumer electronics requiring EMC certification
Advantage 3: Cost-Effective Path to Conductivity
Manufacturers historically faced a narrow set of options: fully conductive polymers (expensive), post-process conductive coatings (which delaminate and add process steps), or metal parts. Conductive masterbatch offers a different route by adding controllable conductivity during standard compounding, with no separate coating line and no additional capital equipment.
The economics in practice:
- Masterbatch is added at measured dosages during existing extrusion or injection moulding runs
- As RTP Company's cost analysis frames it, the correct comparison is cost per finished part, not cost per kilogram of resin since conductive plastic compounds eliminate painting, plating, vacuum metallising, masking, and coating-line yield losses
- Conductivity is adjustable by varying loading concentration, allowing manufacturers to target a specific surface resistivity range (10⁴ to 10⁹ Ω/sq) without overspecifying
Scalability advantage: The same compounding line handles both standard and conductive grades with additive changeovers preserving production flexibility without dedicated equipment.
KPIs affected: Input material cost per kg, processing line utilisation, rejection rate from conductivity out-of-spec, number of manufacturing steps
Most critical in: High-volume applications (cable sheathing, packaging trays, ESD flooring) where per-unit material cost directly affects margin, and applications where post-process conductivity additions are impractical
Key Applications Across Industries
Conductive masterbatch shows up across at least five industrial sectors, each with distinct conductivity requirements and real consequences when those requirements fall short.
Electronics and ESD Packaging
ESD-sensitive components — semiconductors, PCBs, sensors — require packaging that prevents charge buildup during shipping and handling. Conductive masterbatch enables ESD-safe trays, carrier tapes, and antistatic bags without separate coating steps, protecting components throughout the supply chain.
Automotive and Electric Vehicles
Applications span fuel system components (where static discharge creates fire risk), sensor housings, connectors, and EV battery housings. Composite battery enclosures incorporating conductive plastics can offer up to 40% weight savings versus comparable metal enclosures according to Mitsubishi Chemical Group — while meeting conductivity and flame-retardancy requirements. With BloombergNEF projecting nearly 22 million BEV and PHEV sales in 2025, demand for conductive polymer solutions in EV applications is accelerating.

Wire and Cable
Conductive masterbatch provides semi-conductive layers in medium- and high-voltage cable constructions, controlling electric field stress at the conductor and insulation interfaces. Consistent surface resistivity across long cable runs is critical: variation creates stress concentration points, partial discharge risk, and premature insulation failure.
Medical Devices and Laboratory Equipment
Conductive plastic components serve two distinct functions in this sector:
- EMI shielding for medical imaging and diagnostic tools, where interference can compromise signal quality
- ESD control in laboratory environments, where static discharge can corrupt measurements or damage sensitive instruments
The FDA's 2022 EMC guidance for medical devices references IEC 60601-1-2, creating formal compliance obligations that drive material-level shielding decisions.
Industrial and Construction Applications
ESD-dissipative flooring in manufacturing facilities and data centres, electromagnetic shielding panels, and conductive pipes for chemical or fuel transport all rely on masterbatch-enabled conductivity. In these contexts, meeting the conductivity specification is a safety requirement, not a performance upgrade.
What Happens When Conductivity Management Is Neglected
Using standard plastic where conductive masterbatch is required — or using inconsistently formulated masterbatch — produces predictable consequences:
- ESD damage goes undetected at assembly, surfacing later as field failures that inflate warranty costs and make root-cause analysis difficult
- Regulatory rejections under FCC Part 15 or EU Directive 2014/30/EU block market access or trigger recalls when EMI shielding falls short
- Uncontrolled static buildup in fuel handling, chemical transport, or classified-area environments creates genuine fire and explosion risk
- Resistivity variation between batches drives production rejects, material waste, and quality investigations that cost far more than the masterbatch itself
- Late-stage conductivity treatments — surface coatings applied after moulding — introduce process steps and inconsistency that complicate volume scale-up
Each of these failure modes has a single point of prevention: getting the formulation right before production begins — not correcting it afterward.
How to Get the Most Value from Conductive Masterbatch
Performance depends on three formulation decisions made early.
1. Match the Carrier Resin to Your Base Polymer
The carrier resin in the masterbatch should match or be highly compatible with the base polymer. A mismatch creates dispersion problems that show up as resistivity variation, surface defects, or mechanical weakness — none of which are visible until the part is tested or in the field.
2. Define Your Target Resistivity Range Before Formulation Begins
The three primary application zones require different resistivity targets:
- Antistatic: ~10⁹ to 10¹¹ Ω/sq (reduces surface charge, suitable for packaging films)
- ESD-dissipative: 10⁴ to 10⁹ Ω/sq (meets ESDA classifications for ESD-safe materials)
- Conductive/EMI shielding: ≤10⁴ Ω/sq (required for meaningful electromagnetic shielding performance)
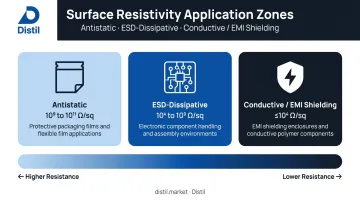
Defining this range upfront determines which filler system and loading level is appropriate — and avoids overspecifying for cost-sensitive applications.
3. Select the Right Filler System
- Carbon black: Cost-effective for standard ESD and antistatic applications; requires higher loading (10–20%) and reduces some mechanical properties at elevated concentrations
- CNTs: Preferred for thin-wall parts, EMI shielding, and structural applications where maintaining elongation and impact strength matters; percolation at 1–5% loading
- Hybrid systems: Combine fillers to balance cost, mechanical properties, and shielding effectiveness
Processing Discipline
Conductive networks — especially CNT-based ones — are sensitive to shear and temperature:
- Use twin-screw extrusion with controlled parameters; screw design (extended distributive screws at L/D 48 vs. L/D 36) meaningfully affects CNT length, dispersion, and resulting electrical properties — a finding supported by Pötschke et al. (2024)
- Balance shear against network integrity — overprocessing shortens CNTs and can disrupt the conductive network before the part is even moulded
- Validate electrically, not just visually — carbon black dispersion looks uniform long before the conductive network is reliably formed; resistivity testing is the only reliable QC measure
Supplier and Batch Consistency
Unlike colour masterbatch, where minor batch-to-batch variation is cosmetic, resistivity drift outside specification in conductive masterbatch translates directly to product failure. Require suppliers to demonstrate lot-to-lot consistency data and provide technical support for application-specific trials.
A formulation partner with dedicated R&D capability reduces specification drift as volumes increase. Distil, for example, manages the full journey from trial formulation to commercial production through a single point of contact, with quality systems built specifically to maintain batch consistency across its manufacturing partner network.
Conductive masterbatch can be co-blended with flame retardants, UV stabilisers, or other functional additives — but compatibility must be confirmed at the formulation stage. Interactions between filler systems and additive packages are not always predictable, and trade-offs in mechanical or thermal performance can emerge if the compound isn't fully tested as a complete system before scale-up.
Conclusion
Conductive masterbatch lets manufacturers specify electrical performance directly into plastic components — delivering ESD protection, EMI shielding, and controllable conductivity across electronics, automotive, wire and cable, medical, and industrial applications, without sacrificing plastic's processing advantages.
Getting those decisions right at each stage multiplies the material's value. The critical variables:
- Resin compatibility matched to the base polymer system
- Filler type and loading calibrated to the target conductivity range
- Processing conditions that preserve filler distribution without degradation
- A supply partner with batch-to-batch consistency from trial to commercial scale
Get these right early, and conductivity becomes a designed-in advantage. Leave them to chance, and poor choices surface as field failures, compliance rejections, and production rejects — costs that dwarf the masterbatch itself.
Frequently Asked Questions
What is the difference between conductive masterbatch and antistatic masterbatch?
Antistatic masterbatch uses surface-migrating agents to reduce static buildup, but the effect is temporary, humidity-dependent, and fades with washing or abrasion. Conductive masterbatch creates a permanent conductive network within the polymer matrix, delivering lower, controlled surface resistivity for ESD and EMI applications regardless of ambient conditions.
Which polymer resins are compatible with conductive masterbatch?
Common compatible resins include PE, PP, PC, ABS, PA, PBT, PVC, TPU, and TPE. The carrier resin in the masterbatch should match or be highly compatible with the base polymer to ensure good dispersion — a mismatch is a leading cause of resistivity variation in finished parts.
Does conductive masterbatch affect the mechanical properties of the final part?
Well-formulated masterbatch maintains mechanical properties within acceptable ranges, but high carbon black loadings (10–20%) can reduce elongation and impact strength. CNT or hybrid systems at lower dosages are preferred for structural applications where these properties need to be preserved.
What surface resistivity range can be achieved with conductive masterbatch?
Surface resistivity can be tuned from around 10⁴ Ω/sq (highly conductive, suitable for EMI shielding) up to 10⁹ Ω/sq (antistatic range), depending on filler type, loading level, and base resin. Define the target resistivity against your application standard before formulation begins.
Is the conductivity permanent or does it fade over time?
Conductivity from masterbatch is permanent because the conductive network is physically embedded within the polymer matrix. Unlike surface coatings or migrating antistatic agents, it does not wash off, wear away, or depend on ambient humidity levels.
How do I select the right type of conductive masterbatch for my application?
Start with your required surface resistivity range and base resin, then factor in processing method, cost sensitivity, and any secondary needs such as EMI shielding or mechanical reinforcement. Application-specific trials with a formulation partner are the most reliable way to avoid resistivity mismatches at production scale.


