
For plastic product manufacturers, procurement teams, and R&D professionals in packaging, automotive, construction, agriculture, and wire & cable, understanding how filler masterbatch is produced and correctly applied is operationally critical. The choice of filler type, loading rate, and carrier resin directly affects material cost, mechanical performance, and batch consistency across production runs.
This article explains how filler masterbatch is produced step by step, where it is used across industries, what determines its quality, and when it may not be the right solution.
Key Takeaways
- Filler masterbatch replaces a portion of expensive virgin polymer with lower-cost mineral fillers, reducing raw material cost without sacrificing functional performance
- Production follows four stages: raw material preparation, high-shear mixing, twin-screw compounding, and pelletising — each stage directly determines dispersion quality
- CaCO₃, talc, and barium sulfate each target a distinct performance profile — stiffness, heat resistance, density, or opacity — and are not interchangeable
- Filler masterbatch is used in packaging films, pipes, automotive parts, agricultural films, and wire & cable — but filler type and loading percentage must match the application precisely
- It is not suitable for transparent packaging, highly flexible applications, or food/medical-grade products without application-specific formulation and compliance sign-off
What Is Filler Masterbatch and Why It Matters
Three Core Components
Every filler masterbatch pellet contains three functional elements:
- The filler mineral — typically 60–80% of total composition (CaCO₃, talc, or barium sulfate)
- The carrier resin — a base polymer such as PE or PP, matched to the end-use application
- Processing aids and compatibilisers — optional additives that improve filler dispersion and polymer-filler compatibility
Compounding these three components produces a homogeneous pellet that processors blend directly into base resin on their production line.
What Filler Masterbatch Is Designed to Do
Filler masterbatch partially substitutes virgin polymer with lower-cost mineral filler, reducing material cost per kilogram of finished plastic while preserving key mechanical properties — stiffness, dimensional stability, and opacity.
How It Differs from Other Masterbatches
These three masterbatch types are frequently confused in procurement conversations:
| Type | Primary Function |
|---|---|
| Filler masterbatch | Modifies bulk properties through volume replacement of virgin polymer |
| Additive masterbatch | Introduces functional chemistry (UV stabilisers, flame retardants, anti-static agents) |
| Color masterbatch | Introduces pigment for colouring |
Filler masterbatch does not introduce chemistry: it replaces volume. That distinction directly affects how a formulation is specified — and how much filler loading the end application can tolerate.
Why the Filler Loading Ratio Matters
Commercial filler masterbatch pellets typically carry 60–80% filler by weight, with the remainder being carrier resin and processing aids. These pellets are then added to base resin at much lower ratios at the processing stage:
- Injection and blow moulding: 5–30%, up to 50% in some cases
- Film and sheet extrusion: 2–20%
- PE/PP tapes: 3–8%
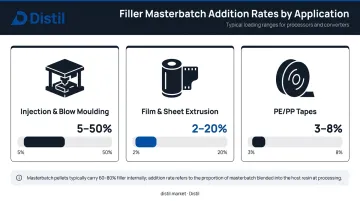
Too high a filler loading in the final blend degrades flexibility and elongation. Too low reduces the cost benefit. When filler masterbatch is used incorrectly, the consequences are practical: agglomeration, weak points, surface defects, and inconsistent melt flow — all of which show up on the production floor.
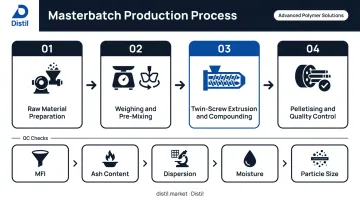
How Filler Masterbatch Is Produced: A Step-by-Step Process
The production sequence runs from raw mineral processing through compounding and pelletising. Each stage has a direct impact on dispersion quality and final product performance.
Step 1: Raw Material Selection and Filler Preparation
The filler mineral is sourced and ground to a controlled particle size distribution. For standard packaging grades, CaCO₃ is typically ground to a D50 of 1.5–3.7 microns. Particle size determines surface area, dispersion ease, and the opacity or gloss of the final product.
Surface treatment is commonly applied at this stage. Research on blown-film applications used CaCO₃ with a mean particle size of 2.2 microns and 1.1 wt-% stearic acid coating — the coating improves compatibility with non-polar polymer matrices like PE and PP and reduces particle agglomeration during compounding.
Step 2: Weighing, Pre-Mixing, and Resin Blending
The treated filler, carrier resin (in powder or pellet form), and any processing additives are weighed to precise formulation ratios and pre-blended in a high-speed mixer. This stage establishes homogeneity before melt compounding begins. Uneven filler concentration at this point leads to variability in the final pellet — a problem that cannot be corrected downstream.
Step 3: Twin-Screw Extrusion and Compounding
Twin-screw extruders are used, not single-screw, for one specific reason: they generate the high shear forces needed to break down filler agglomerates and achieve uniform dispersion throughout the melt. Single-screw extruders lack the distributive and dispersive mixing capability required at high filler loadings.
Three processing parameters govern dispersion quality at this stage:
- Temperature profile — controls melt viscosity and filler wetting
- Screw speed — determines shear intensity and residence time
- Feed rate — affects how much work the screws can do on the material
Worn or misconfigured screws are a common but often undiagnosed source of batch-to-batch inconsistency.
Step 4: Pelletising, Cooling, and Quality Control
The extrudate is cut into uniform pellets using underwater or strand pelletising systems. Pellet uniformity directly affects dosing accuracy on the customer's production line — inconsistent pellets lead to uneven let-down ratios.
Key quality checks at this stage include:
- Melt flow index (MFI) — per ASTM D1238 / ISO 1133 — confirms processability matches specification
- Ash content test — per ASTM D2584 / ISO 3451 — verifies filler loading by burning off polymer above 500°C
- Dispersion assessment — identifies agglomerates that act as internal flaws and initiate crack growth
- Moisture content — per ISO 15512 — excess moisture causes processing defects during customer extrusion
- Particle size analysis — confirms the filler grinding specification has been maintained
Maintaining consistency across all five checks — across every batch and every production run — is where formulation partners with integrated QC oversight make a concrete difference. Distil's process runs from problem definition through formulation design, validation, process optimisation, and commercial-scale production, with application-specific trials and quality system oversight managed end-to-end. For manufacturers scaling without dedicated in-house polymer R&D, this single point of accountability eliminates the batch-to-batch drift that typically occurs when formulation and manufacturing are handled separately.
Common Applications of Filler Masterbatch Across Industries
Packaging Films
CaCO₃-based filler masterbatch is widely used in blown film production for shopping bags, refuse sacks, woven sacks, and stretch films. The functional benefits are tangible:
- Improved stiffness and dimensional stability
- Better printability and surface finish
- Anti-blocking properties
- Reduced cost per unit area of film
Typical addition rates for film extrusion run from 2–20%. Research on CaCO₃-filled polyethylene films shows that stress at break remains acceptable up to 40 wt-% CaCO₃, but films above this threshold show pronounced degradation in stress and deformation behaviour. Exceeding optimal loading reduces elongation-at-break below acceptable limits for most packaging applications.

Construction Materials
In HDPE pipes and geomembranes, filler masterbatch (typically CaCO₃ or talc) improves dimensional stability, reduces thermal shrinkage during cooling, and increases ring stiffness. A 2022 study found that CaCO₃ addition up to 30 wt-% increased ring stiffness in HDPE pipe, but above 35 wt-%, ring stiffness regressed and brittleness increased.
One important caution: the Plastics Pipe Institute notes that standards such as ASTM F2160 and NEMA TC 7 do not permit CaCO₃ additives in the primary material formulation for HDPE conduit, except in small amounts within colour concentrate. Construction-grade formulations also require tighter particle size control to avoid stress concentration at weld lines.
Automotive Components
Talc filler masterbatch in PP-based interior parts — door panels, dashboards, under-hood components — improves the stiffness-to-weight ratio and heat deflection temperature. Data from IMI Fabi shows that 20% talc loading doubled the elastic modulus of homopolymer PP.
This matters for lightweighting. ICCT reports that a 10% vehicle weight reduction reduces fuel consumption by 6–7% with engine downsizing, or 4–5% without. CaCO₃ is used for exterior trim where cost reduction is the primary driver, while talc is preferred where heat resistance and rigidity are required.
For automotive polymer systems, formulation requirements extend beyond stiffness — scratch resistance, UV stability, and impact strength must all be balanced across interior and exterior applications, which is where application-specific masterbatch development adds the most value.
Agricultural Films
In mulch films, silage wrap, and greenhouse films, filler masterbatch must be formulated to coexist with UV stabiliser additives. High filler loading can interfere with UV additive performance if the formulation is not properly balanced — a challenge that standard grades rarely address adequately.
Application-specific R&D is typically needed to tune filler loading against UV stability, anti-fog performance, and pesticide resistance simultaneously. Distil's agricultural film formulations are developed with this compatibility requirement as the starting point, not an afterthought.
Wire and Cable
Barium sulfate filler masterbatch is used in cable jacketing and electrical enclosures for density control and dimensional stability. Barium sulfate is chemically inert — resistant to water, acid, alkali, organic solvents, and weathering — making it suited to demanding electrical environments. These applications require regulatory compliance consideration, including RoHS Directive 2011/65/EU, which restricts hazardous substances in electrical and electronic equipment.
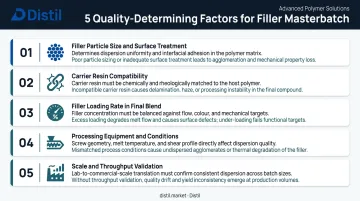
Key Factors That Affect Filler Masterbatch Quality and Performance
Getting filler masterbatch right depends on decisions made well before the extruder runs. Five variables consistently separate high-performing batches from problematic ones:
- Filler particle size and surface treatment: Finer particles improve dispersion and mechanical properties but increase processing difficulty and cost. Surface-treated fillers disperse more readily in non-polar matrices like PE and PP
- Carrier resin compatibility: The carrier must match or be chemically compatible with the customer's base resin. Mismatched carriers cause poor dispersion, phase separation, and surface defects
- Filler loading rate in the final blend: Higher loading reduces cost but compromises elongation, impact resistance, and opacity uniformity — calibrate to application requirements, not just economics
- Processing equipment and conditions: Screw design, temperature profile, and residence time all affect dispersion quality. Worn or mismatched screws are a common source of inconsistency that goes undiagnosed
- Scale and throughput validation: Dispersion quality achieved at lab or pilot scale often does not replicate at commercial throughput without deliberate process validation. This is one of the most underestimated risks in first-time scale-ups.
Common Misconceptions and When Filler Masterbatch Is Not the Right Choice
Common Misconceptions About Filler Masterbatch
Two misconceptions cause the most problems in practice.
"More filler equals more savings" is the most costly. Beyond the optimal loading threshold for a given application, additional filler degrades mechanical properties — particularly tensile strength and elongation. Downstream consequences include:
- Increased scrap rates from brittleness or surface defects
- Extruder torque spikes that interrupt production runs
- Die build-up that requires unplanned downtime to clear
In most cases, process losses erase the material savings.
Filler masterbatch is also not a substitute for compounded material. Some buyers treat these as interchangeable. They are not. Filler masterbatch is a concentrate that requires dilution into base resin at the point of use. Using it at undiluted rates, or substituting it directly for compound, leads to product failure.
When Filler Masterbatch Is the Wrong Solution
Avoid filler masterbatch in these scenarios:
- Transparent or optically clear film applications — mineral fillers inherently scatter light and reduce clarity
- Food-contact or medical-grade products — standard formulations are not cleared for these applications; specifically formulated grades with validated migration testing and regulatory documentation (FDA 21 CFR Part 177, EU Regulation 10/2011, or BIS IS 9845) are required
- Highly elastic applications requiring elongation above 400% — filler loading reduces elasticity below processing requirements
- Applications where base resin and carrier resin are chemically incompatible without a compatibiliser
Conclusion
Filler masterbatch production is a precision compounding process. Raw material selection, particle size control, twin-screw dispersion, and quality validation each directly determine whether the masterbatch performs as intended in the final application. It cannot be treated as commodity blending.
Matching filler type, loading rate, and carrier resin to the specific application is not optional — it is operationally necessary. Manufacturers benefit from working with formulation partners who can run application-specific trials and maintain batch consistency at commercial scale.
That's where Distil's model applies directly. The R&D team — with backgrounds at Dow, BASF, Huntsman, and Reliance Industries — manages the full journey from initial formulation brief through validation and into commercial production, under a single point of contact.
Frequently Asked Questions
What is the typical filler content percentage inside a filler masterbatch pellet?
Commercial filler masterbatch pellets typically contain 60–80% filler by weight, with the remainder being carrier resin and processing aids. High-quality CaCO₃ concentrates can reach up to 87% filler load. At the customer's processing stage, these pellets are let-down into base resin at much lower ratios — typically 2–50% — depending on application.
What is the difference between CaCO₃ filler masterbatch and talc filler masterbatch?
CaCO₃ masterbatch primarily offers cost reduction, improved opacity, and moderate stiffness — making it preferred for packaging and cost-sensitive applications. Talc masterbatch offers superior heat resistance, higher rigidity, and better dimensional stability, making it the preferred choice for automotive and high-temperature structural applications.
Can filler masterbatch be used with all types of base resins?
No. The carrier resin in the masterbatch must be compatible with the customer's base polymer — PE-based masterbatch for PE applications, PP-based for PP. Using an incompatible carrier resin leads to poor dispersion, phase separation, and surface defects in the final product. Compatibilisers exist for some cross-polymer pairings but must be specified in the formulation design.
Does filler masterbatch affect the transparency of plastic products?
Yes. Mineral fillers inherently scatter light and reduce transparency. Most filler masterbatches are not suitable for applications requiring optical clarity. Specialised transparent filler grades exist but involve specific filler types and particle size control, with trade-offs in mechanical properties.
What quality tests should be conducted on filler masterbatch before use?
Run these tests on every batch to catch formulation or process drift:
- Melt flow index (ASTM D1238 / ISO 1133) — verifies processability
- Ash content (ASTM D2584 / ISO 3451) — confirms filler loading
- Dispersion quality — optical microscopy or film test
- Moisture content (ISO 15512) and particle size distribution where applicable
Is filler masterbatch suitable for food-contact or medical-grade packaging?
Standard filler masterbatch formulations are not cleared for food-contact or medical-grade use. These applications require specifically formulated grades with compliant additives, validated migration testing, and regulatory documentation — such as FDA 21 CFR Part 177, EU Regulation 10/2011, or BIS IS 9845.


