The problem is that PP color masterbatch is not a single product. The type you choose — based on pigment chemistry, carrier compatibility, and functional requirements — determines whether your final part meets specification or heads to the reject bin. Choose incorrectly and you risk streaking, opacity failure, pigment migration, or thermal degradation mid-run.
This article breaks down the four main types of PP color masterbatch, what distinguishes each, and how to select the right one for your specific application and processing conditions.
Key Takeaways
- Adds color at 1–5% by weight: PP masterbatch is a concentrated pigment-in-PP-carrier granule let down into base resin during processing.
- Four distinct types exist — white, black, standard multi-color, and specialty/effect — each with different optical, functional, and aesthetic roles.
- Wrong type selection causes streaking, opacity failure, pigment migration, or thermal degradation.
- Selection must account for processing method, end-use environment, regulatory requirements, and opacity needs, not color preference alone.
- Formulation must be validated through lab trials before commercial scale-up — process variables change the outcome at every stage.
What Is Polypropylene Color Masterbatch?
PP color masterbatch is a granular, concentrated mixture of pigments — sometimes combined with additives — dispersed within a polypropylene carrier resin. During processing, these pellets are blended with base PP resin and run through extrusion, injection molding, or blow molding. Heat and shear distribute the pigment uniformly throughout the finished part.
According to ScienceDirect, colorants in masterbatch are typically used at 0.5% to 5.0% of the total polymer blend — referred to as the let-down ratio. The exact rate depends on pigment concentration, required color depth, and process conditions.
Color masterbatch differs from functional masterbatch in a meaningful way. UV stabilizers, flame retardants, and antistatics are functional types — their job is performance modification, not color. Color masterbatch focuses on delivering consistent, stable color and opacity, though some formulations combine both functions (black masterbatch being the clearest example, as discussed below).
Whichever function a masterbatch serves, its performance depends on one thing: carrier resin compatibility. The carrier resin must match the base polymer it's being let down into. For PP applications, that means a PP carrier — not PE, not universal.
Why Does Color Masterbatch Type Matter in PP Applications?
Polypropylene's semi-crystalline structure and processing temperatures — typically 200–280°C depending on method — place real demands on pigment selection. Not every pigment survives those conditions without fading, tone-shifting, or disrupting the crystallinity of the PP matrix.
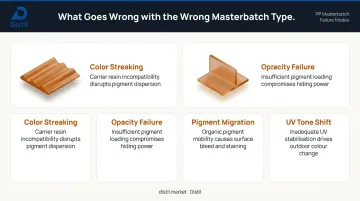
When the wrong masterbatch type is used, the failures are visible and costly:
- Color streaking: poor pigment dispersion from incompatible carrier resin or incorrect particle size
- Opacity failure: insufficient hiding power in white or light-colored products
- Pigment migration: organic pigments bleeding at processing temperatures, most common in film and fiber
- UV tone shift: pigments without adequate lightfastness ratings change shade under outdoor exposure
These aren't just aesthetic issues. Quality Magazine notes that color variation in plastics manufacturing leads to product rejections, rework, wasted material, production delays, and higher costs.
Getting the selection right means understanding how each masterbatch type is built — which carrier resins, pigment chemistries, and additive packages are suited to your specific processing method, end-use environment, and performance requirements.
Types of PP Color Masterbatch
PP color masterbatch falls into four distinct types, each defined by its pigment chemistry, processing behaviour, and target end-use.
White Masterbatch
White masterbatch for PP uses titanium dioxide (TiO₂) as the primary pigment dispersed in a PP carrier. TiO₂ concentration controls both whiteness and opacity. Among the two main grades, Chemours confirms that rutile TiO₂ is preferred over anatase in plastics — it scatters light more efficiently, is more stable, and is less likely to catalyse photodegradation.
Unlike other color masterbatch types, white masterbatch functions primarily as an opacifier. It is the optical foundation on which tinted or pastel formulations are built. Its hiding power determines whether a packaging wall looks bright white or thin and translucent.
Best suited for: PP packaging (bottles, containers, films), nonwoven hygiene products, agricultural films, and as a base layer in multilayer film structures.
Key strengths:
- Excellent opacity and hiding power
- High heat stability across PP processing temperatures
- Compatible with other masterbatches for pastel and tinted formulations
Trade-offs to watch:
- High TiO₂ loading increases density and can affect melt flow
- Over-loading leads to chalking or surface brittleness
- Rutile grades cost more than anatase
- Nano-TiO₂ formulations face regulatory scrutiny in food-contact applications under EU 10/2011
Black Masterbatch
Black masterbatch uses carbon black dispersed in a PP carrier. The critical variables — particle size, surface area, and aggregate structure — determine jetness, UV protection efficacy, and how easily the pigment disperses during processing.
What makes black masterbatch unique among all color masterbatch types is its dual function. Cabot confirms that carbon black protects polymers by absorbing UV radiation — a function no other standard color masterbatch type provides. This makes black masterbatch the go-to choice wherever outdoor UV exposure is a design requirement.
Best suited for: Agricultural mulch films, geotextiles, automotive PP components, conduit pipes, cable jacketing, and industrial containers requiring UV durability.
Key strengths:
- Outstanding UV protection at appropriate loading levels
- High tinting strength at low loadings
- Cost-effective relative to performance delivered
- Compatible with most PP processing methods
Trade-offs to watch:
- Dispersion quality is highly process-sensitive — poor dispersion produces surface specks and inconsistent conductivity
- High-jetness, blue-undertone grades require high-structure carbon black, which costs more
- Switching to a different color after black requires thorough purging
Standard Multi-Color Masterbatch
This type covers the full color spectrum — reds, blues, yellows, greens, and every mixed shade between them. Two pigment families are used:
- Organic pigments (phthalocyanines, azo compounds, quinacridones): brighter, more saturated hues, but lower heat stability and potentially higher migration risk
- Inorganic pigments (iron oxides, chromium oxides, ultramarine blue): more muted shades, but superior heat and lightfastness
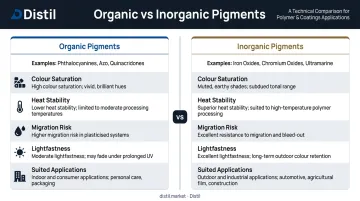
The distinction matters practically. Clariant notes that colorants for PP fibers must be selected for migration fastness, chemical stability, lightfastness, and weatherfastness — meaning the specific pigment within this category changes depending on whether you're running injection-molded housewares or outdoor fiber applications.
Best suited for: FMCG packaging, injection-molded consumer goods, PP woven bags, automotive interior trims, and fiber or nonwoven applications requiring Pantone or RAL color matching.
Key strengths:
- Near-unlimited color range
- High tinting power at low loading
- Dust-free processing versus raw pigment handling
- Available in grades tuned for injection molding, extrusion, and fiber spinning
Trade-offs to watch:
- Organic pigments can migrate or bleed at high PP processing temperatures — verify heat resistance ratings before selecting
- Some organic pigments are restricted in food-contact applications under FDA 21 CFR 178.3297 and EU national rules
- Batch-to-batch consistency depends heavily on supplier quality systems
Specialty and Effect Masterbatch
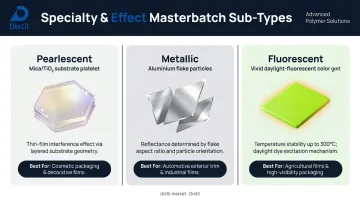
This category delivers optical properties that standard pigment-based masterbatches cannot. Three main sub-types are used in practice:
- Pearlescent: Mica substrates coated with TiO₂ or iron oxide produce iridescent shimmer through light reflection and thin-film interference
- Metallic: Aluminium flake dispersions create a reflective, lamellar surface finish; brilliance depends on flake geometry and orientation during processing
- Fluorescent: Daylight fluorescent dyes generate high-visibility color effects; processing temperatures must stay within the pigment's rated range (typically up to 300°C for injection-molded grades)
The special effect masterbatches market was valued at USD 3.28 billion in 2024 and is projected to reach USD 6.04 billion by 2035, driven largely by premium packaging and cosmetics demand.
Best suited for: Premium FMCG and cosmetic packaging, decorative consumer goods, safety and high-visibility applications, novelty products, and automotive interior accent components.
Key strengths:
- Unique visual differentiation for brand packaging
- Creates premium product perception without expensive post-processing
- Fluorescent types provide safety-critical visibility
Processing considerations:
- Higher cost than standard pigment masterbatches
- Pearlescent and metallic grades are shear-sensitive — excessive shear destroys the platelet structure
- Fluorescent pigments have lower heat and lightfastness; not suited for outdoor or sustained high-temperature PP applications
How to Choose the Right PP Color Masterbatch
The right masterbatch type follows from your requirements — not from what's most readily available. Work through these four filters:
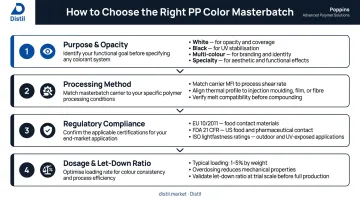
1. Purpose and opacity requirements Full opacity needs white masterbatch. UV co-protection needs black. Brand-specific color needs multi-color. Premium aesthetics need specialty/effect. This alone narrows the type.
2. Processing method compatibility Injection molding, blown/cast film, fiber spinning, and blow molding each impose different shear rates, temperatures, and residence times. A fiber-grade masterbatch and an injection-molding grade differ in pigment particle size, carrier MFI, and thermal stability profile. Confirm the grade is tested for your specific process — not just "compatible with PP."
For reference, PP MFI requirements vary significantly by process: fiber spinning may require 3.6 g/10 min, injection molding around 8.5 g/10 min, and spunbond nonwovens up to 18 g/10 min. The masterbatch carrier should be matched accordingly.
3. Regulatory and compliance requirements
- Food-contact packaging: Verify pigment and additive compliance with EU Regulation 10/2011 and/or FDA 21 CFR 178.3297. Request a Declaration of Compliance from your supplier.
- Outdoor applications: Verify lightfastness and weathering ratings against ISO 105-B02 or ASTM G154.
- Medical or hygiene products: Confirm biocompatibility requirements are met.
4. Dosage rate and let-down ratio Most PP color masterbatch formulations run at 1–5% by weight. Confirm the color target is achievable at that loading without exceeding limits that affect melt flow, surface finish, or part strength. Higher pigment concentration is not always better — overdosing creates its own processing problems.
When these four filters point toward custom color matching, multi-functional formulations, or application-specific trials, the formulation complexity typically exceeds what standard supplier datasheets can resolve. Distil's R&D team — with backgrounds spanning Dow, BASF, Huntsman, and Reliance Industries — manages the full journey from lab-scale trials to commercial-scale production through a single point of contact, with customer-retained IP throughout.
Common Mistakes to Avoid When Selecting PP Color Masterbatch
Three selection errors consistently cause production failures and color rejections:
- Color approved without thermal verification. A swatch match means nothing if the pigment isn't rated for your processing temperature. Always obtain heat resistance and lightfastness specifications before approving any formulation.
- Carrier resin mismatch. Running a PE-carrier masterbatch through a PP process creates dispersibility problems, weak bonding with the polymer matrix, and unpredictable color outcomes. The carrier must match the base polymer.
- Pigment loading overlooked. High loadings affect melt flow index, tensile strength, and surface finish. A 2025 study found that pigmented recycled PP variants showed tensile strength of 13.34–15.10 MPa versus 23.75 MPa for clear material — a drop that can compromise structural integrity in load-bearing applications. Request technical data sheets and run compatibility trials before scaling up.
Conclusion
PP color masterbatch comes in four distinct types — white, black, standard multi-color, and specialty/effect — each engineered for different optical outcomes, processing conditions, and end-use environments. The right choice requires matching the masterbatch to processing method, regulatory requirements, opacity needs, and performance expectations.
As PP applications grow more demanding across packaging, automotive, and textiles, application-specific formulation depth separates compliant, high-quality output from costly rework. Distil's R&D-led model, backed by a team with experience from Dow, BASF, Huntsman, and Reliance Industries, covers the full development path, from initial lab trials to scalable commercial production.
To discuss your PP masterbatch requirements, contact Distil at contact@distil.market or visit distil.market/partner-with-us.
Frequently Asked Questions
What is the difference between a PP color masterbatch and a universal masterbatch?
PP color masterbatch uses polypropylene as the carrier resin, ensuring full compatibility and optimal dispersion in PP applications. Universal masterbatch typically uses a low-melting PE carrier, which can cause compatibility issues, weaker dispersion, and unpredictable colour outcomes when let down into PP.
What is the typical dosage rate for PP color masterbatch?
Standard PP color masterbatch is added at 1–5% by weight of the total polymer blend. The exact rate depends on pigment concentration, target colour depth, and processing method.
Can PP color masterbatch be used for food-contact packaging?
Food-contact suitability depends entirely on the specific pigments and additives in the formulation. Always verify compliance with EU 10/2011 or FDA 21 CFR 178.3297 and request a Declaration of Compliance from your supplier before use.
What is the difference between organic and inorganic pigments in PP color masterbatch?
Organic pigments deliver brighter, more saturated colours but can have lower heat stability and higher migration risk. Inorganic pigments offer superior heat and lightfastness with more muted shades. The right choice depends on processing temperature, end-use conditions, and colour requirements.
Why does the PP processing method affect masterbatch selection?
Injection molding, film extrusion, and fiber spinning each impose different shear rates, temperatures, and residence times. A masterbatch must match the specific process in carrier MFI, pigment particle size, and thermal stability profile to ensure proper dispersion and consistent colour.
Can different types of PP color masterbatch be combined in the same formulation?
Yes. White masterbatch is routinely combined with standard colour masterbatch to achieve opaque pastel shades, and some functional masterbatches can be combined with colour types. Compatibility trials are essential first, as certain combinations affect colour accuracy, melt flow, and surface finish.