Introduction
Masterbatch manufacturing is a polymer compounding process that produces concentrated mixtures of pigments, additives, or fillers within a carrier resin — creating pelletized granules that downstream plastic processors blend into raw polymer at precise dosage ratios.
For procurement leads, R&D teams, and polymer engineers, understanding this process operationally — not just conceptually — matters. The difference between a well-specified masterbatch and a poorly specified one shows up as colour streaks on an automotive interior panel, a flame-retardant shortfall in a wire insulation compound, or a rejected batch of food-contact film.
Supplier evaluation, formulation specification, and quality troubleshooting all depend on knowing what actually happens inside the process.
The global masterbatch market was valued at USD 7.0 billion in 2025, with additive masterbatch alone projected to reach USD 2.87 billion by 2030. This guide walks through each stage of production — from raw material selection and compounding through to pelletizing, quality testing, and dispatch — so you can evaluate suppliers, specify formulations, and troubleshoot with confidence.
Key Takeaways
- Masterbatch replaces direct powder handling with a pelletized format that delivers colour, additives, or fillers at precise dosage ratios.
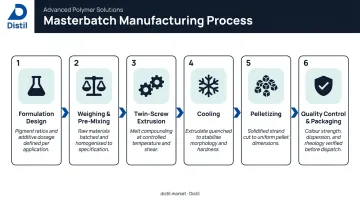
- The process runs through six stages: formulation, weighing and pre-mixing, extrusion, cooling, pelletizing, and quality control.
- Poor pigment dispersion — not incorrect ratios — is the root cause of most masterbatch quality failures.
- Twin-screw extruder screw design and temperature profile are the primary drivers of output quality.
- Process drift is the leading cause of lot-to-lot variation at commercial scale, and it's preventable with consistent quality oversight.
What Is the Masterbatch Manufacturing Process?
Masterbatch manufacturing is a specialized polymer compounding process that concentrates pigments, functional additives, or mineral fillers within a carrier resin matrix. The output is uniform, pelletized granules used as a metering additive during downstream plastic processing.
The intended outcome is precise, repeatable dosing. Rather than handling raw pigment powders or bulk additive chemicals directly, plastic processors blend masterbatch into their base polymer at defined let-down ratios — typically 1–5% masterbatch to base polymer, though this varies by application and pigment type. This improves process safety, dosing accuracy, and batch-to-batch consistency.
How It Differs from Direct Compounding
In practice, the distinction from direct pigment or additive addition is significant:
- Direct addition — raw powders or liquids mixed into the polymer melt during processing — produces uneven dispersion, pigment agglomerates, and inconsistent additive loading.
- Masterbatch pre-disperses these components under controlled heat and shear conditions before they ever reach the end processor's machine.
The result is a cleaner, more controllable process for the downstream converter — and a much lower risk of visible defects or functional failures in the finished part.
Why the Masterbatch Manufacturing Process Is Used in Polymer Industries
Downstream plastic manufacturers need to color or functionally modify large volumes of polymer reliably — without investing in their own compounding infrastructure or handling hazardous raw pigment powders at scale.
What Goes Wrong Without It
Leistritz documents the core risk directly: pigments that aren't sufficiently wetted before the dispersion zone can be compressed back into agglomerates — the opposite of the desired outcome. Direct powder addition at the processing machine creates this condition.
Without masterbatch, the common failure modes are:
- Uneven color distribution between production runs
- Pigment agglomerates causing surface defects, filter blockages, and rejects
- Inconsistent additive loading affecting mechanical or functional performance
- Processing instability from poorly distributed filler content
Regulatory Drivers
In regulated applications, masterbatch also satisfies documentation requirements. EU food-contact materials must comply with Regulation (EU) No 10/2011, which requires a written declaration of compliance for plastic materials and intermediate products. Regulation (EC) No 1935/2004 mandates GMP and traceability across the supply chain.
Pre-formulated masterbatch — with a defined pigment share per pellet — supports both requirements in ways that ad hoc powder addition cannot. Automotive OEM programs, food packaging lines, and medical-grade polymer converters typically require suppliers to provide this documentation before qualification.
How the Masterbatch Manufacturing Process Works: Step by Step
The high-level flow: raw material inputs (carrier resin, pigment or additive, dispersing agents) are formulated, pre-mixed, thermally processed under high shear, cooled, and cut into uniform pellets. Each stage is designed to maximize dispersion quality, minimize polymer degradation, and ensure reproducible pellet geometry.
Step 1: Formulation and Compounding Design
The process begins with defining precise ingredient ratios — carrier resin type, pigment or additive concentration, dispersing agents, and any secondary additives — based on the target polymer system and end-use performance requirements (heat stability, color strength, UV resistance, flame retardancy).
Errors at this stage propagate through every step that follows:
- A carrier resin mismatched to the end user's base polymer introduces compatibility failures that no downstream process can correct
- An insufficient dispersant package for the pigment's surface chemistry produces quality failures regardless of extrusion execution
Distil structures new engagements through five stages — problem definition, formulation design, validation, process optimization, and scale-up — with application-specific trials at the Navi Mumbai R&D centre confirming that formulations perform under real processing conditions before commercial production begins.
Step 2: Weighing and Pre-Mixing
Raw materials are accurately weighed and fed into a high-speed mixer. High-speed rotation generates frictional heat that pre-wets pigment particles with the carrier resin and begins breaking down coarse agglomerates before extrusion.
The quality of pre-mixing directly reduces the dispersion burden on the extruder. A well-pre-mixed feed enters the extruder with pigment already partially wetted — making the downstream shear work more effective and more energy-efficient.
Step 3: Extrusion
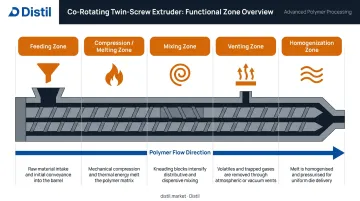
This is the critical stage. Pre-mixed material feeds into a co-rotating twin-screw extruder, where heat and mechanical shear forces melt the carrier resin and fully disperse pigment or additive particles within the polymer matrix.
Twin-screw extrusion is the established industry preference over single-screw for masterbatch production — the reason is the modular screw configuration. Coperion's ZSK systems illustrate how barrels and screw elements can be arranged by process task — conveying, melting, mixing, devolatilizing — to match the specific dispersion challenge of each formulation.
Key screw zones and their roles:
| Zone | Function |
|---|---|
| Feeding | Controlled material intake, maintaining consistent throughput |
| Compression / Melting | Carrier resin melts; pigment begins wetting |
| Mixing (kneading blocks) | Dispersive and distributive mixing of pigment particles |
| Venting | Removal of moisture and volatiles from the melt |
| Homogenization | Melt uniformity before die |
For shear-sensitive effect pigments, split-feed processing introduces pigments through a side feeder after the polymer is fully molten — protecting particle morphology while still achieving adequate distribution.
Step 4: Cooling
Molten extrudate exits through a die as continuous strands and is immediately cooled via a water bath or air cooling system. Cooling rate and strand tension must be controlled: too fast causes brittleness; inconsistent tension produces irregular strand diameter that propagates into pellet size variation downstream.
Inadequate cooling control is one of the more common upstream sources of pellet defects — problems that appear at the pelletizer but originate here.
Step 5: Pelletizing and Granulation
Cooled strands feed into a pelletizer that cuts them into uniform granules of defined length and diameter.
Pellet uniformity matters more than most buyers account for. Inconsistent pellet size leads to inconsistent metering at the end processor's machine — some pellets feed faster, others slower, creating dosing variation even when the masterbatch formulation itself is correct. This is a common but underappreciated source of lot-to-lot color or performance variation.
Step 6: Quality Control, Testing, and Packaging
Before any batch is released, it passes through a structured QC sequence:
- Filter Pressure Value (FPV) — per ISO 23900-5, the primary method for assessing colorant dispersion by detecting agglomerates and incompletely dispersed fillers
- Melt Flow Index — confirms processing behavior matches specification
- Spectrophotometry — measures color strength and consistency against reference standards
- Thermal stability testing — validates additive integrity under processing conditions
- Regulatory compliance testing — for food contact, medical, or automotive applications where applicable
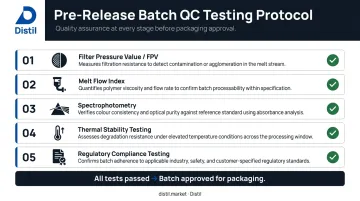
Approved batches are packaged in moisture-proof, labeled bags with batch traceability records. Documentation supports both end-user quality systems and regulatory compliance requirements.
Key Factors That Affect Masterbatch Manufacturing Quality
Carrier Resin Compatibility
Carrier resin selection must match the end user's base polymer in polymer type, melt flow index, and molecular weight. When the carrier is incompatible — or has significantly different rheology — it can create processing defects, reduce mechanical properties, or produce inconsistent color distribution. These defects are often diagnosed only after the material has been converted, making carrier compatibility one of the most consequential upstream decisions in masterbatch production.
Dispersing Agents and Pigment Characteristics
Clariant confirms that wax-based wetting and dispersing agents enhance dispersion quality, filter pressure values, and color yield across color and additive masterbatches. The dispersant package must be matched to the pigment's surface chemistry — not selected generically.
Pigment particle size, surface area, and heat stability determine processing difficulty. Specialty additives and certain functional agents require specifically designed dispersant systems to achieve adequate wetting before the dispersion zone.
Equipment Configuration and Screw Design
Screw configuration — the specific arrangement of mixing elements, kneading blocks, and L/D ratio — must be tailored to the dispersion challenge of the formulation. A screw geometry optimized for a carbon black masterbatch will underperform for an organic pigment requiring different shear intensity and residence time distribution.
Generic configurations routinely produce inadequate dispersion, particularly for specialty additive systems that fall outside standard processing windows.
Temperature Control and Residence Time
Barrel temperature profiles must maintain the carrier resin in an optimal molten state while providing adequate shear stress for dispersion. A 2023 peer-reviewed study on polypropylene in co-rotating twin-screw extrusion found that low throughput increases residence time and causes faster, stronger polymer degradation — chain scission that alters both melt rheology and final product color.
Residence time in high-temperature zones should be minimized, especially for heat-sensitive additives. Temperature profiles are never universal — each carrier resin requires its own validated settings.
Scale and Batch-to-Batch Reproducibility
Achieving the same dispersion quality at commercial scale as in lab trials requires:
Achieving consistent dispersion quality from lab trial to commercial scale depends on several interconnected controls:
- Controlled raw material sourcing to ensure pigment and carrier consistency batch to batch
- Calibrated weighing systems that eliminate measurement drift across high-volume runs
- QMS tracking of process parameters and granule properties for every production batch
Process drift — where gradual parameter shifts go undetected — is the leading cause of quality variation in high-volume masterbatch production. This is where manufacturing oversight architecture matters: Distil's centralized quality control layer provides real-time visibility across its partner network, so batch consistency is maintained without customers needing to invest in owned compounding equipment.
Common Misconceptions in Masterbatch Manufacturing
Increasing L/D Ratio Always Improves Dispersion
Simply extending screw length increases energy consumption and reduces throughput without fixing the underlying problem. Peer-reviewed twin-screw research shows that dispersive and distributive mixing depend on screw element selection and operating conditions, not raw mixing length.
Most dispersion failures trace back to:
- Inadequate or incompatible dispersant selection
- Carrier resin incompatibility with the pigment or additive
- Incorrect temperature profiles or screw speed settings
Fine Filter Mesh Compensates for Poor Dispersion
Relying on fine mesh screens as a primary dispersion control leads to frequent filter changes, processing downtime, and extended resin residence time in high-temperature zones — causing polymer degradation and color shift. Per ISO 23900-5, FPV testing is a dispersion assessment method, not a correction mechanism. When screens catch agglomerates consistently, the signal is a formulation problem upstream — not a filtration problem to manage downstream.
Re-Extruding the Batch Fixes Dispersion Failures
Multiple extrusion passes increase polymer thermal degradation, alter melt rheology, and add processing cost — without addressing the dispersion problem that originated in formulation design or raw material selection.
A 2026 peer-reviewed study on PET found that repeated thermo-mechanical processing caused measurable colour-parameter changes consistent with degradation. Root-cause diagnosis before processing is the correct path; corrective reprocessing after the fact compounds the damage.
Conclusion
Masterbatch manufacturing is a precision compounding system. Formulation design, equipment configuration, process parameter control, and quality verification all contribute to pelletized concentrates that deliver consistent color, functionality, or filler content to downstream plastic processors.
Organizations that understand what drives quality in this process are better positioned to evaluate suppliers, specify formulations, and resolve issues at source. For procurement teams, working with a single partner across the full journey — from R&D formulation to commercial-scale delivery — is what reduces reformulation costs and limits supply chain disruptions. IP protection, process drift elimination, and real-time quality visibility are what make that partnership viable at scale.
Distil supports this journey through R&D-led formulation, validated application trials, and production scaled through a partner network — covering automotive, agricultural film, healthcare, and flexible packaging applications — without requiring capital expenditure from the customer.
Frequently Asked Questions
What raw materials are used in masterbatch manufacturing?
The three primary inputs are: carrier resin (typically PE, PP, or PET matched to the end user's base polymer), pigments or functional additives (organic, inorganic, or specialty), and dispersing agents or processing aids that facilitate uniform distribution during extrusion. Secondary additives such as antioxidants or thermal stabilizers may also be included.
Why is a twin-screw extruder preferred over a single-screw extruder for masterbatch production?
Co-rotating twin-screw extruders provide superior dispersive and distributive mixing through modular screw configurations: kneading blocks and mixing elements arranged specifically for each formulation's dispersion challenge. Single-screw extruders cannot replicate this flexibility or shear intensity, making them far less effective at breaking down pigment agglomerates.
What quality tests are performed on masterbatch before it leaves the production line?
Standard QC includes Filter Pressure Value testing (per ISO 23900-5) for dispersion quality, spectrophotometry for color strength and consistency, melt flow index for processing behavior, and thermal stability testing for additive integrity. Regulated applications may require additional compliance documentation.
What is the typical concentration of pigments or additives in a masterbatch?
Concentration varies by application: carbon black masterbatch for agricultural film runs 40–50% active content; pressure-pipe grades typically use 35%. Let-down ratios range from around 2% for color masterbatches to 6–16% for agricultural film. No universal standard applies across all masterbatch types.
How does carrier resin selection affect the final plastic product?
When the carrier resin is incompatible with or has significantly different rheology from the base polymer, it creates processing defects, reduces mechanical properties, or produces inconsistent color distribution in the finished product. Getting the carrier-to-base-polymer match right is one of the earliest decisions in formulation — and one of the most consequential.
What is the difference between color masterbatch, additive masterbatch, and filler masterbatch?
Color masterbatch delivers pigments for aesthetic coloring. Additive masterbatch delivers functional performance modifiers — UV stabilizers, flame retardants, anti-static agents, antioxidants, slip agents — that modify polymer behavior. Filler masterbatch incorporates minerals like calcium carbonate to reduce raw material cost or modify mechanical properties such as stiffness and surface finish.