Introduction
Flame retardant masterbatch is a standard additive across wire and cable, electrical and electronics, automotive, and construction — industries where fire safety is a regulatory requirement, not a design preference. The flame retardant chemicals market is projected to reach USD 12.37 billion by 2031, growing at nearly 5% CAGR, driven in part by tightening fire safety regulations across these sectors.
Those tightening regulations make selection decisions consequential — yet many manufacturers choose FR masterbatch on surface-level criteria (cost, availability, or a vendor recommendation) without understanding the mechanism behind it. The result: compliance failures during certification, mechanical property problems that surface only in production, or over-specified formulations that add cost without performance benefit.
What follows covers the combustion chemistry FR masterbatch disrupts, the testing standards it must satisfy, and the formulation decisions that determine whether a finished part passes or fails.
Key Takeaways
- FR masterbatch is a concentrated additive blended into polymers to reduce flammability, slow flame spread, and suppress smoke.
- It works via three mechanisms: endothermic heat absorption, gas-phase free-radical inhibition, and char barrier formation.
- Types include halogenated, mineral/metal hydroxide (halogen-free), and phosphorus-based — each with distinct polymer compatibility.
- Achieving UL 94 V-0 in polyolefins typically requires 18–20% masterbatch letdown versus 10–14% for V-2.
- Resolve resin compatibility, target flame rating, and regulatory requirements before selecting a formulation.
What Is Flame Retardant Masterbatch?
Flame retardant masterbatch is a highly concentrated mixture of flame-retardant active ingredients dispersed in a carrier resin. During processing, it is let down into a base polymer at a defined ratio — typically via extrusion or injection moulding — to deliver fire-resistance properties to the finished plastic part.
FR masterbatch does not make plastic fireproof. It delays ignition, slows flame spread, and reduces smoke generation — but the material can still combust under sufficient heat. Unlike ceramics or metals, which withstand fire without igniting, the goal here is a defined performance rating that buys people and systems more time to respond.
Why the Masterbatch Format?
Rather than dosing raw FR powder directly into a polymer melt, the masterbatch format offers several practical advantages:
- Precise, consistent dosing at defined letdown ratios
- Better dispersion of active ingredients throughout the polymer matrix
- Elimination of raw powder handling — reducing dust exposure and measurement error
- Direct integration into standard extrusion and injection moulding lines without equipment modification
Main Types
| Type | Active Chemistry | Primary Mechanism |
|---|---|---|
| Halogenated | Bromine, chlorine compounds | Gas-phase free-radical inhibition |
| Mineral/Metal Hydroxide | ATH, magnesium hydroxide | Endothermic decomposition |
| Phosphorus-based | Organic phosphinates, APP | Char formation (condensed phase) |
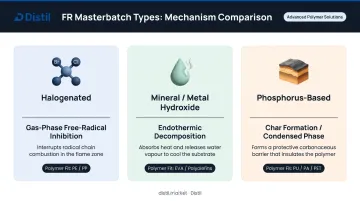
Choosing the wrong type for a given polymer or application can compromise both performance and regulatory compliance — which is why chemistry selection is the first critical decision in any FR formulation.
How Does Flame Retardant Masterbatch Work?
FR masterbatch works by disrupting the combustion cycle at one or more stages. The specific mechanism depends on the chemistry involved.
Fire requires three things to sustain: fuel (the polymer), oxygen, and heat. FR masterbatch targets one or more of these elements.
Initiation: How Plastics Ignite
Thermoplastics are carbon-based hydrocarbons. When exposed to heat, they undergo pyrolysis — the long-chain polymer structure breaks down, releasing volatile hydrocarbons and high-energy free radicals (hydrogen and hydroxyl radicals). These react exothermically with oxygen, generating more heat, which drives further pyrolysis. The result is a self-amplifying combustion cycle.
Most thermoplastics are inherently vulnerable because the fuel load is built into the material itself. FR masterbatch must intervene before or during pyrolysis to stop the cycle from becoming self-sustaining.
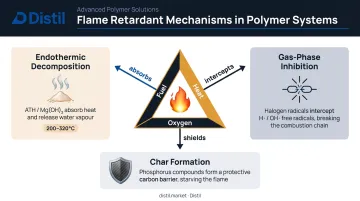
Core Operation: The Three FR Mechanisms
1. Endothermic Decomposition (Mineral-Based FRs)
Aluminium trihydrate (ATH) and magnesium hydroxide absorb heat from the combustion zone through endothermic chemical decomposition. In the process, they release water vapour, which:
- Cools the polymer surface below its ignition threshold
- Dilutes the concentration of combustible gases around the flame zone
- Leaves an oxide residue that acts as a physical heat barrier
ATH begins decomposition around 200°C; magnesium hydroxide activates above 320°C — making each suited to different processing temperature windows.
2. Gas-Phase Flame Inhibition (Halogenated FRs)
Bromine- and chlorine-based compounds release halogen radicals during combustion. These radicals intercept and neutralise the high-energy hydrogen and hydroxyl free radicals that drive the combustion chain reaction — effectively starving the flame of its propagation mechanism.
A synergist — typically antimony trioxide — is required in the formulation. Research from NIST confirms that antimony trioxide forms antimony trihalides during combustion, which act as catalytic radical interceptors and significantly enhance the halogen FR's effectiveness.
3. Condensed-Phase Char Formation (Phosphorus-Based FRs)
Phosphorus compounds promote the formation of a carbonaceous char layer on the polymer surface during combustion. This char:
- Insulates the polymer beneath from heat transfer
- Blocks oxygen from reaching unburned material
- Reduces volatile combustible gas release into the flame zone
Some phosphorus systems also terminate radical reactions in the gas phase — acting in both the condensed and gas phases simultaneously, which broadens their effectiveness across different polymer types.
Output: What FR Masterbatch Actually Achieves
Well-formulated FR masterbatch delivers measurable fire performance outcomes:
- Delayed ignition onset
- Reduced flame spread rate
- Suppressed smoke and toxic gas generation
- Prevention of flaming drip (in halogenated or phosphorus-based systems)
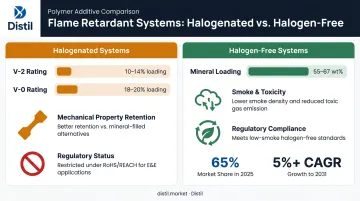
These outcomes translate directly into standardised ratings. According to Ampacet's technical guidance, achieving UL 94 V-2 in polyolefins typically requires 10–14% masterbatch letdown, while UL 94 V-0 requires 18–20% — a loading difference that has real implications for both cost and mechanical property retention.
Uniform dispersion throughout the polymer matrix is equally critical. Uneven distribution creates localised weak spots in fire resistance regardless of overall loading level, which means processing conditions — screw design, temperatures, residence time — matter as much as formulation chemistry.
Types of Flame Retardant Masterbatches
Halogenated (Bromine- and Chlorine-Based)
Brominated FR systems are cost-effective on a price-performance basis and achieve fire ratings at relatively lower loadings compared to mineral alternatives. They are well-suited to polyolefins (PE, PP), where preserving tensile strength and elongation is a priority.
Regulatory note: EU RoHS Directive 2011/65/EU restricts several brominated chemistries in electrical and electronic equipment. Key restrictions include:
- PBB and PBDE: restricted to ≤0.1% by weight in homogeneous materials (RoHS 2011/65/EU)
- DecaBDE: prohibited at ≥0.1% by weight since March 2019 under REACH Annex XVII (Commission Regulation (EU) 2017/227), with limited exemptions for aircraft and certain vehicle spares
- Manufacturers supplying EU-regulated supply chains must verify which specific brominated chemistries are permitted for their application
Mineral/Metal Hydroxide (Halogen-Free)
ATH and magnesium hydroxide are the dominant halogen-free options. Both act endothermically and release water during decomposition.
High loading requirements are the defining constraint. Nabaltec's technical data illustrates the scale of this challenge:
- 55 wt% mineral filler in EVA for basic FR requirements
- Up to 67 wt% in PP to achieve UL 94 V-0
- Increasing magnesium hydroxide from 62.5% to 65% in a polyolefin elastomer reduced elongation at break from 249% to 147%, while tensile strength stayed relatively stable
These systems are the preferred choice where environmental compliance and low smoke/low toxicity are mandated. That said, resin compatibility is a critical selection criterion: magnesium hydroxide's alkalinity can cause hydrolytic decomposition in polycondensates such as PA, PBT, and PET.
Phosphorus-Based and Intumescent Systems
Phosphorus-based FRs work primarily through char formation and, in some systems, gas-phase radical termination. They suit engineering polymers — polyurethane, polyester, polyamide — and are increasingly specified as non-toxic alternatives to halogens.
Processing temperatures need careful management. Ammonium polyphosphate (APP) has an onset decomposition temperature of 176°C (Phase I) or 255°C (Phase II). In polyamide systems, APP-II can lower that threshold by 50–70°C through acid-catalysed amide depolymerisation — a narrow window that leaves little margin for error.
Intumescent and hybrid systems — combining phosphorus, nitrogen, and char-forming agents — are growing in adoption for halogen-free, high-performance applications. Non-halogenated flame retardants accounted for 65% of the market in 2025 and are projected to grow at over 5% CAGR through 2031. For formulators, specifying halogen-free systems is increasingly the baseline expectation, not a premium trade-off.
Where Flame Retardant Masterbatch Is Used
FR masterbatch is introduced during primary plastic processing (extrusion, injection moulding, or compounding) before the polymer is formed into its final shape. It is not a surface treatment applied post-production. The fire resistance becomes an intrinsic property of the finished part, distributed throughout the material.
Key Application Sectors
Electrical and Electronics Cable sheathing, connectors, housings, and circuit boards. UL 94 compliance is standard, with V-0 typically required for enclosed housings where ignition sources are proximate to the component.
Automotive Dashboards, seat fabrics, and wiring harnesses must meet FMVSS 302 (49 CFR 571.302), which requires that materials do not transmit a flame front faster than 102 mm/min. FR masterbatch is applied across interior, exterior, and under-the-hood polymer components.
Wire and Cable Power cable and conduit in tunnel and public infrastructure applications face the most demanding requirements. Both flame spread and smoke production are regulated, with three primary standards in play:
- IEC 60332 — single-cable flame propagation
- EN 50399 — bunched cable heat release and smoke
- UL 1685 — vertical tray flame propagation
Construction Insulation foam, roofing membranes, and conduit require compliance with ASTM E84, which measures Flame Spread Index and Smoke Developed Index for building materials. EU construction products also fall under CPR cable classification requirements.
A UL 94 V-0 electronics housing and an FMVSS 302-compliant automotive panel require different FR chemistries, loading levels, and polymer systems. Treating them as equivalent leads to under-specification or unnecessary over-engineering — performance requirements are not interchangeable across sectors.
Distil's Advanced Polymer Solutions portfolio covers flame retardant masterbatch for wire and cable, electrical and electronics, and automotive applications — three of the four core sectors where fire performance is a non-negotiable qualification requirement.
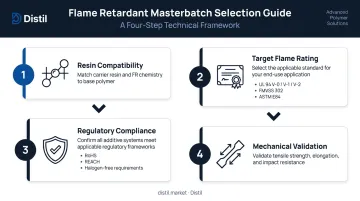
How to Choose the Right Flame Retardant Masterbatch
Step 1: Resin Compatibility
The carrier resin and FR chemistry must be matched to the base polymer. Mismatches cause poor dispersion, phase separation, or processing defects that won't be visible until testing.
- Polyolefins (PE, PP): Compatible with halogenated systems and mineral hydroxides; processing temperatures typically below 220°C
- Engineering polymers (PA, PC, PET, PBT): Often suited to phosphorus-based or organic phosphinate systems; mineral hydroxide alkalinity can degrade polycondensates
- Elastomers and flexible compounds: High mineral loading may be acceptable; elongation retention is the critical mechanical constraint
Step 2: Target Flame Rating
Identify the required certification standard before selecting chemistry:
- UL 94 V-0: ≤10s individual burn time, no flaming drip — highest standard for electronics housings
- UL 94 V-1/V-2: ≤30s individual burn time; V-2 permits flaming drips
- FMVSS 302: ≤102 mm/min flame spread for automotive interior materials
- ASTM E84: FSI and SDI reporting for building materials
Under-specification creates compliance risk. Over-specification adds cost and may unnecessarily compromise mechanical properties.
Step 3: Regulatory Compliance
Manufacturers supplying into EU supply chains must confirm which FR chemistries are permissible under RoHS and REACH for their specific application. Halogen-free alternatives carry processing and loading trade-offs that must be resolved at the formulation stage, not during certification.
Distil's R&D team — with backgrounds from Dow, BASF, and Huntsman — treats FR chemistry selection, regulatory constraints, and processing conditions as a single integrated problem. This matters especially for wire and cable, E&E, and automotive manufacturers where compliance and performance requirements overlap.
Step 4: Mechanical Property Validation
FR additives at high loadings reduce tensile strength, elongation, and impact resistance. Final formulations should be validated for mechanical performance alongside flammability testing — especially for thin-wall or structural applications where dimensional integrity matters.
Frequently Asked Questions
What is a flame retardant masterbatch?
A concentrated blend of flame-retardant active ingredients dispersed in a carrier resin, designed to be mixed into base polymers during extrusion or injection moulding. Unlike a pure additive or surface coating, it distributes FR chemistry uniformly throughout the material, making fire resistance an intrinsic property of the finished part.
Can a flame retardant masterbatch make plastic fireproof?
No. FR masterbatch delays ignition, slows flame spread, and reduces smoke — but the material can still combust under sufficient heat exposure. The objective is to meet rated performance standards (e.g., UL 94 V-0) that extend the time available for response, not to create a fire-immune material.
What is the difference between halogenated and halogen-free flame retardant masterbatches?
Halogenated types (bromine/chlorine-based) trap free radicals in the gas phase and are effective at lower loadings. Halogen-free types (mineral hydroxides, phosphorus-based) work through endothermic cooling or char formation — preferred where regulations restrict halogen use, though higher loadings may affect mechanical properties.
What flammability standards does flame retardant masterbatch help meet?
Common standards include UL 94 (V-0, V-1, V-2), FMVSS 302 (automotive), ASTM E84 (building materials), IEC 60332 (wire and cable), and LOI. The target standard determines both the FR chemistry and the required letdown ratio.
How is flame retardant masterbatch added during plastic manufacturing?
It is blended with the base resin at a defined letdown ratio during extrusion or injection moulding. Uniform dispersion — achieved through correct screw design, mixing intensity, and temperature control — is essential for consistent fire performance throughout the finished part.
Does flame retardant masterbatch affect the mechanical properties of plastic?
It can, particularly at high loadings. Metal hydroxide-based FRs at 55–67% loading can reduce elongation at break and processability. Halogenated and phosphorus-based types require lower loadings with less impact, but all formulations should be validated for both flammability and mechanical performance before final specification.