White masterbatch is a pre-dispersed, polymer-based concentrate of titanium dioxide (TiO₂) pigment and functional additives, designed to be let down into a base resin during plastic processing. It gives plastic products their whiteness, opacity, and enhanced durability in one precisely dosed pellet.
This article covers what white masterbatch is made of, how it performs, why it outperforms raw TiO₂ addition on most operational dimensions, where it's used across industries, and how to select the right formulation for your application.
Key Takeaways
- White masterbatch uses rutile-grade TiO₂ (refractive index ~2.73) for superior opacity, weatherability, and lower photocatalytic risk than anatase
- TiO₂ loading typically ranges from 50–70% by weight in commercial grades, with specialty grades reaching 75–77%
- Masterbatch format eliminates raw powder dust hazards and delivers better dispersion uniformity than direct TiO₂ addition
- Carrier resin selection determines polymer compatibility — matching carrier to base resin is non-negotiable
- Food-contact (FDA 21 CFR 178.3297, EU 10/2011) and medical-grade variants are available from specialist formulators
What Is White Masterbatch and How Is It Made?
White masterbatch is a concentrated, pre-compounded blend of TiO₂ pigment in a carrier resin matrix.
During plastic processing — extrusion, injection moulding, or blow moulding — this concentrate is metered into the base polymer at a defined let-down ratio, dispersing the pigment uniformly without dry blending at the machine.
The Role of Titanium Dioxide
TiO₂ is the active ingredient that does the optical work. Its exceptionally high refractive index — rutile TiO₂ sits at approximately 2.73, compared to roughly 1.50–1.54 for polyethylene — creates a large contrast with the polymer matrix. That contrast scatters visible light strongly, producing the white appearance and opacity consumers associate with quality plastics.
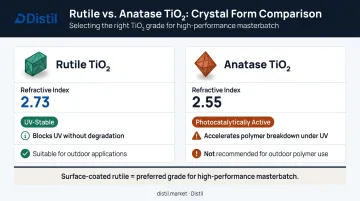
TiO₂ exists commercially in two crystal forms:
- Rutile — refractive index ~2.73, UV-stable, and the preferred grade for most plastics applications
- Anatase — refractive index ~2.55, photocatalytically active, and unsuitable for outdoor or high-performance use due to accelerated polymer degradation
Surface-coated rutile grades are standard in quality white masterbatch formulations, especially in outdoor and weathering-critical applications.
What Goes Into a White Masterbatch Formulation
Beyond TiO₂, a typical commercial white masterbatch contains:
- Carrier resin — PP, PE, PET, PS, PVC, ABS, or others, chosen specifically for compatibility with the end polymer being processed
- Dispersants — wetting and dispersing agents that ensure TiO₂ particles distribute evenly throughout the carrier without agglomeration
- Functional additives — UV stabilisers, antioxidants, processing aids, and anti-yellowing agents matched to the end-use environment
Manufacturing and Dispersion Quality
White masterbatch is produced through high-speed melt compounding, typically using twin-screw extruders. Thorough TiO₂ dispersion at this stage is critical — agglomerates of 30 µm or larger can cause specks, streaks, and extrusion screen-pack plugging. Particle size control during compounding directly determines the final product's hiding power and surface appearance.
TiO₂ loading in commercial white masterbatches typically ranges from 50–70% by weight. Ampacet's product range illustrates the full spread: film grades at 50%, 60%, 70%, and 75% TiO₂, and moulding grades at 60%, 70%, and 77% TiO₂. Selecting the right loading comes down to matching the let-down ratio and target opacity of the finished article — a calculation that should be validated during trial before committing to commercial scale.
Key Properties of White Masterbatch
Whiteness, Opacity, and UV Behaviour
The core function of white masterbatch is optical: TiO₂ particles scatter light across the visible spectrum, producing high whiteness and blocking light transmission through the plastic. Whiteness index (WI) and hiding power are the standard measurable metrics — ASTM E313-20 is the recognised practice for calculating whiteness and yellowness indices in plastics and other near-white materials.
TiO₂ also absorbs and scatters UV radiation, creating an inherent barrier against UV-induced polymer degradation. The critical distinction is crystal form: anatase TiO₂ is photocatalytically active and can accelerate polymer chain breakdown under UV exposure.
Surface-coated rutile TiO₂, used in high-performance masterbatches, behaves differently. It blocks UV energy without triggering degradation in the polymer matrix, making it the preferred grade for outdoor and UV-exposed applications.
Thermal Performance and IR Reflection
TiO₂ reflects infrared radiation, reducing heat build-up in films and packaging exposed to direct sunlight — a measurable contribution to thermal management in end-use plastic products. Research published in ACS Agricultural Science & Technology demonstrated TiO₂ incorporated into polyethylene greenhouse covering films achieving near-infrared reflection — a property directly applicable to temperature-sensitive horticultural applications.
Compatibility Across Polymer Types
White masterbatch can be engineered to work with any major commodity or engineering polymer:
- Polyolefins: PP, HDPE, LDPE, LLDPE
- Engineering resins: PET, PBT, ABS, PVC, PS
- Speciality films: BOPP, CPP, and multilayer co-extrusion structures
Carrier resin selection drives the outcome. A PP-carrier masterbatch disperses well in a PP matrix but can cause compatibility failures in a PET process. Getting this wrong affects dispersion quality, melt flow, and the final whiteness index — so carrier matching is the first specification decision, not an afterthought.
Yellowness Index Control
Quality white masterbatch formulations suppress yellowing during processing and in-service ageing. For medical devices, food packaging, and premium consumer goods, colour constancy is a commercial requirement — and in regulated categories, a compliance matter as well. Anti-yellowing additives in the formulation package work alongside TiO₂ to maintain the whiteness index over the product's service life.
Key Benefits of Using White Masterbatch
Safety, Handling, and Processing Efficiency
Raw TiO₂ powder presents real occupational hazards. NIOSH recommends exposure limits of 2.4 mg/m³ for fine TiO₂ and 0.3 mg/m³ for ultrafine TiO₂ as time-weighted averages. Masterbatch eliminates this risk entirely : TiO₂ is locked within a polymer matrix pellet, not present as inhalable dust during standard handling.
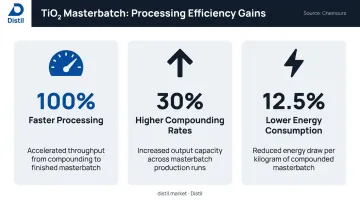
Beyond safety, the processing gains are substantial. Chemours data for TiO₂ pigment in polyolefin masterbatch production shows up to 100% faster processing, 30% higher compounding rates, and 12.5% lower energy consumption compared to less optimised feed systems.
White masterbatch pellets integrate directly into standard extrusion, injection moulding, blow moulding, and film processes without modifications to equipment or workflow. Let-down ratios are application-specific: Ampacet weathering-grade data shows ratios from 2.0% up to 4.0–6.0% depending on TiO₂ loading and target opacity — confirm the right ratio with your supplier for your polymer system and target specification.
Batch-to-Batch Colour Consistency
Pre-dispersed TiO₂ in masterbatch form means the pigment is uniformly distributed before it ever reaches the production line. This eliminates the streaking, mottling, and colour variation that come with poorly dispersed pigments — common failure modes when raw powder is dry-blended at the machine. Consistent dispersion translates directly to lower scrap rates and reduced rework costs across production runs.
Extended Product Durability
Lower scrap rates are only part of the value equation. UV-absorbing and IR-reflecting TiO₂ also extends the service life of finished plastic products. Ampacet's weathering-grade white masterbatch test data shows UV-stabilised films retaining elongation significantly better than standard grades after 2,000 hours in a Weather-Ometer, and maintaining mechanical integrity over 108 weeks of outdoor exposure.
For agricultural films, mulch films, and construction profiles operating under sustained sun and weather exposure, this translates to measurably longer functional life.
Regulatory Compliance Versatility
Masterbatch producers can formulate compliance into the concentrate:
- FDA food contact: TiO₂ is authorised as a colorant in food-contact polymers under 21 CFR 178.3297, subject to a maximum of 5% by weight in the final polymer
- EU food contact: TiO₂ is listed in Annex I of Commission Regulation (EU) 10/2011 for plastic food-contact materials and articles
- RoHS: Compliant formulations are available for electrical and electronics applications
Manufacturers can hit end-market compliance requirements without touching the base polymer — reducing both qualification time and supply chain complexity.
Industrial Applications of White Masterbatch
Packaging
Packaging is the largest end-use sector for white masterbatch globally — and the reason is straightforward: white packaging signals cleanliness, freshness, and product quality to consumers. White masterbatch is used across:
- Flexible films for food and FMCG products
- Rigid containers and bottles (injection and blow moulded)
- Laminates and multilayer structures
- Industrial and agricultural packaging films
UV-stabilised grades are essential where packaging faces prolonged light exposure in retail environments. TiO₂ loading varies across these applications — 50–60% grades are common in thinner films where lower opacity targets apply; higher-loading grades serve opaque rigid applications.

Automotive and Electrical & Electronics
Automotive interiors and electrical components share demanding performance requirements. Key properties delivered by white masterbatch across both sectors:
Automotive (dashboards, door panels, trim):
- Consistent aesthetic finish across high-visibility interior surfaces
- UV resistance that prevents yellowing and chalking under sunlight
- Thermal stability for parts operating near heat sources
Electrical & Electronics (appliance housings, cable insulation, connectors):
- Uniform white appearance across moulded and extruded parts
- Thermal stability under sustained operating temperatures
- Flame retardancy additives incorporated alongside TiO₂ where required
Agriculture, Construction, and Textiles
- Agricultural films: UV-resistant white masterbatch is used in greenhouse covers, mulch films, and silage wraps. Weathering-grade formulations — such as those incorporating HALS (hindered amine light stabilisers) alongside 60–70% rutile TiO₂ — are designed specifically for multi-season outdoor durability under pesticide exposure and intense UV.
- Construction profiles: PVC window frames and roofing sheets rely on white masterbatch for colour stability and outdoor weather resistance over decades of service.
- Synthetic fibres: Polyester and polypropylene fibres for apparel and non-woven hygiene products use white masterbatch to achieve consistent whiteness and opacity in finished textiles.
White Masterbatch vs. Direct TiO₂ Addition
The practical difference comes down to form and dispersion control. Direct TiO₂ powder requires dry blending or liquid dispersion at the processing machine — creating dust exposure, inconsistent mixing, and equipment fouling from agglomerates. White masterbatch delivers pre-compounded, uniformly dispersed TiO₂ in a pellet that can be precisely metered into the process.
| Comparison Factor | White Masterbatch | Direct TiO₂ Powder |
|---|---|---|
| Handling safety | Pellet form — no inhalable dust | Dust exposure risk; NIOSH limits apply |
| Dispersion quality | Pre-dispersed, controlled particle size | Variable; agglomeration risk |
| Batch consistency | High — uniform pellet composition | Lower — dependent on blending quality |
| Dosing accuracy | Precise metering via standard feeders | Manual or volumetric, higher error risk |
| Total cost of ownership | Higher unit price, lower waste and rework | Lower unit price, higher operational cost |
| Regulated applications | Compliant variants readily available | Requires careful formulation validation |
The one scenario where raw TiO₂ may still make sense is very high-volume commodity operations with existing, validated pigment dispersion infrastructure. For manufacturers running multiple polymer systems or supplying regulated end markets, masterbatch format reduces rework, simplifies compliance documentation, and keeps changeovers clean — tangible gains that offset the higher unit price.

How to Choose the Right White Masterbatch
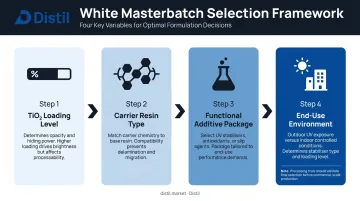
Selecting the right white masterbatch comes down to four variables:
- TiO₂ loading level — Match to your opacity specification. Higher loading (70%+) suits applications requiring high hiding power in thin sections; lower loading (50–60%) works for less demanding opacity targets or cost-sensitive applications.
- Carrier resin type — Must be compatible with your base polymer. Mismatched carrier resins cause dispersion failures and processing problems regardless of TiO₂ quality.
- Functional additive package — UV stabilisers for outdoor applications; antioxidants and anti-yellowing agents for food packaging and medical uses; processing aids for specific equipment configurations.
- End-use environment — Indoor vs. outdoor, food-contact vs. industrial, short-cycle vs. long-service-life applications all drive different formulation requirements.
Working with a supplier that offers application-specific formulation rather than off-the-shelf products matters here. White masterbatch performance is highly sensitive to processing conditions, base polymer, and end-product specification — a formulation that works well in a blown film line may not translate directly to injection moulding.
This is where Distil's Advanced Polymer Solutions practice operates. Rather than offering catalogue products, the R&D team — drawing on 45+ years of combined experience from Dow, BASF, Huntsman, and Reliance Industries — develops formulations tuned to your specific polymer system and processing conditions. The approach covers:
- Problem definition and formulation design
- Validation, testing, and process optimisation
- Scale-up to commercial production
A single point of contact manages the full journey, with customer IP retained throughout, from the R&D centre in Navi Mumbai.
Sustainability considerations are increasingly part of the selection decision. Options to explore include:
- Reduced TiO₂ loading enabled by optimised dispersion technology (which maintains opacity while reducing pigment use)
- TiO₂-free white masterbatch alternatives for applications where photocatalytic activity or regulatory constraints drive reformulation
- Supplier-specific CO₂-reduced formulations with documented carbon footprint data
Before finalising a supplier, request compliance documentation aligned to your target market. Food-contact compliance is formulation-specific — it must be validated at the final let-down ratio, not just at the masterbatch pellet level.
Frequently Asked Questions
What is the typical TiO₂ concentration in white masterbatch?
Commercial white masterbatches typically contain 50–70% TiO₂ by weight, with specialty grades reaching 75–77%. The let-down ratio in the final product — commonly 2–6% depending on the grade and target opacity — determines actual TiO₂ concentration in the finished plastic.
What is the difference between white masterbatch and adding TiO₂ powder directly?
White masterbatch delivers pre-dispersed TiO₂ in a carrier resin pellet, offering superior dispersion uniformity, safer handling with no inhalable dust, and better batch-to-batch consistency. Raw TiO₂ powder requires careful blending at the machine and introduces dust exposure risks that require occupational controls.
Is white masterbatch compatible with all polymers?
Yes, provided the correct carrier resin is selected. White masterbatch can be formulated with PP, PE, PET, PVC, ABS, PS, and other carriers to achieve compatibility with most commodity and engineering polymers. Carrier-polymer mismatch is the most common cause of dispersion and processing problems.
Can white masterbatch be used in food-contact and medical applications?
Food-grade and medical-grade variants are available. TiO₂ is authorised for food-contact polymers under FDA 21 CFR 178.3297 and EU Regulation 10/2011. Request a declaration of compliance and confirm the formulation is validated at your target let-down ratio and polymer system.
How does white masterbatch provide UV protection to plastics?
TiO₂ particles absorb and scatter UV radiation, reducing energy at the polymer matrix and slowing degradation — yellowing, chalking, and embrittlement. HALS-based UV stabilisers incorporated into the masterbatch extend this protection further, particularly in outdoor and agricultural film applications.
What industries use white masterbatch the most?
Packaging consistently represents the largest volume demand, followed by building and construction, automotive, agriculture (films and irrigation), electrical and electronics, and textiles and fibres. Consumer goods and healthcare are also significant end markets for food-grade and medical-grade variants.