Introduction
White masterbatch is one of the most widely used colorants in plastics — and its performance hinges almost entirely on a single ingredient: titanium dioxide (TiO2). The wrong TiO2 grade, an off-spec loading level, or poor dispersion quality will show up directly in the finished part: dull surfaces, opacity failures, yellowing at the press, or products that degrade months before they should.
Knowing TiO2 matters is one thing. Understanding how it drives specific outcomes is where most production problems start. Common failure patterns include:
- Packaging film going semi-transparent at thin gauge
- Outdoor profiles chalking by the second summer
- White consumer products yellowing on the shelf
Each traces back to a TiO2 specification decision made earlier in the supply chain.
What follows is a practical breakdown of how TiO2 drives white masterbatch performance — what goes right when it's correctly specified, what goes wrong when it isn't, and how to make better grade and formulation decisions from the outset.
TL;DR
- TiO2 is the primary pigment in white masterbatch, responsible for whiteness, opacity, UV resistance, and processing consistency
- Rutile TiO2 outperforms anatase in hiding power, weather resistance, and thermal stability — making it the standard choice for industrial and outdoor applications
- Concentration, particle size, and dispersion quality are the three variables that determine masterbatch performance
- Poor TiO2 specification causes measurable production problems: streaks, haze, yellowing, opacity failures, and elevated rejection rates
- Getting TiO2 right reduces material waste, extends product lifespan, and lowers total cost of production
What Is TiO2 and Why It Defines White Masterbatch Performance
Titanium dioxide is a stable, inorganic white pigment with an exceptionally high refractive index. That refractive index directly governs how effectively TiO2 scatters visible light — and how well it whitens and opacifies a plastic substrate.
Rutile vs. Anatase: The Practical Difference
TiO2 exists in two commercially relevant crystal forms, and choosing between them is the first critical decision in white masterbatch specification.
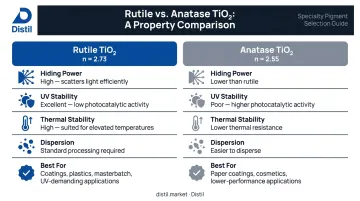
Rutile TiO2 has a refractive index of approximately 2.73, according to Chemours Ti-Pure technical literature. It offers higher hiding power, superior thermal stability, and significantly better weather resistance. It is the standard choice for films, engineering plastics, outdoor applications, and any end use where durability matters.
Anatase TiO2 has a refractive index of approximately 2.55. It produces a softer, bluer white and disperses more easily, making it suitable for flexible packaging and indoor applications where UV exposure is minimal and weathering performance is not a requirement.
The key differences in practice:
- Hiding power: Rutile scatters visible light more efficiently, achieving opacity at lower loading levels
- UV stability: Anatase has higher photocatalytic activity, meaning it accelerates polymer degradation under UV exposure — a serious liability outdoors
- Thermal stability: Rutile maintains performance at elevated processing temperatures; anatase is more prone to causing yellowing in high-heat applications
- Dispersion ease: Anatase disperses more readily, which can be an advantage in specific flexible film applications
TiO2 as the Functional Backbone
Without TiO2, achieving consistent, durable white coloration at commercial scale in plastics is not technically feasible. No other commercial white pigment comes close on refractive index:
| Pigment | Refractive Index |
|---|---|
| Rutile TiO2 | 2.73 |
| Lithopone | 1.84 |
| Calcium carbonate | 1.63 |
White masterbatch concentrates typically contain TiO2 at 50–80% by weight, dispersed in a carrier resin, with the balance made up of dispersing agents and processing aids.
Key Advantages of TiO2 in White Masterbatch
TiO2's advantages are functional, not cosmetic. Each one directly influences a manufacturer's ability to control output quality, reduce waste, and meet end-customer specifications consistently.
Superior Opacity and Hiding Power
TiO2's high refractive index allows it to scatter visible light far more effectively than any other commercial white pigment. This translates directly into opacity performance: complete coverage of the substrate at relatively low addition rates.
In practice, film producers using well-specified TiO2 masterbatch can achieve target opacity at reduced film gauge — more film area from the same resin weight, or thinner injection-molded walls without sacrificing visual coverage. Chemours' film guidance models opacity as a function of rutile TiO2 content across film thicknesses of 1 to 6 mil, confirming that the relationship between TiO2 loading and opacity is measurable and plannable.
Particle size matters here. TiO2 particles optimized at around 0.2–0.3 µm diameter maximize total light scattering for rutile across the visible spectrum. Larger or smaller particles scatter less efficiently, requiring higher loadings to hit the same opacity target.
When this matters most:
- Thin-film flexible packaging, where gauge is minimal and coverage must be absolute
- High-volume injection-molded consumer goods requiring complete substrate masking
- Any application where substrate color — natural resin yellowing, recycled content — must be fully hidden
UV and Weathering Resistance
Rutile TiO2, particularly with surface coating treatments using silicon, aluminum, or zirconium compounds, functions as a UV barrier. It scatters and absorbs incoming UV radiation before it can penetrate and degrade the polymer matrix.
The surface coating is critical here. Uncoated TiO2 — especially anatase — has photocatalytic activity that can accelerate polymer degradation rather than prevent it. Rutile with appropriate surface treatment reduces that photocatalytic risk substantially. As the Titanium Dioxide Manufacturers Association (TDMA) confirms, when incorporated into plastic products, TiO2 helps prevent UV rays from penetrating and damaging both the product and its appearance.
In outdoor applications, this protection determines whether a product maintains its appearance and structural integrity over years of exposure — or begins chalking, yellowing, and losing mechanical properties within months.
When this matters most:
- Construction profiles and cladding exposed to direct sunlight
- Agricultural greenhouse and mulch films
- Automotive exterior components
- FMCG packaging displayed in sunlit retail environments
Processing Consistency Through Dispersion Quality
TiO2 only delivers its full performance potential when uniformly distributed throughout the polymer matrix. Agglomerated or poorly dispersed particles reduce effective pigment surface area, introduce processing instability, and create visual defects in the finished part.
According to Chemours, agglomerates 30 µm or larger cause surface imperfections, specks, streaking, and screen-pack pluggage. The pressure cost is measurable: a premium film-grade TiO2 generates 0.45 bars/kg TiO2 per hour in filter pressure rise, versus 2.89 bars/kg TiO2 per hour for a typical film grade.
That 6× difference directly affects run length, screen change frequency, and downtime — making grade selection a production economics decision, not just a quality one.
Good dispersion delivers:
- Uniform opacity and consistent surface gloss
- Stable melt flow through extrusion and injection molding
- Elimination of streaks, haze, bright spots, and black specks
- Reduced screen-pack pluggage and longer production runs between cleandowns
Getting dispersion right requires confirming that a specific TiO2 grade, surface treatment, and loading level will perform in a given process — before committing to full production. Distil manages this through formulation development and processing trials ahead of scale-up, reducing the iteration cycles that typically add cost and delay at qualification.
When this matters most:
- High-speed blown film lines
- Thin-gauge flexible packaging
- Precision injection molding
- Any process where surface finish and visual uniformity are quality-critical
What Happens When TiO2 Is Poorly Specified or Sourced
Treating TiO2 selection as a cost decision rather than a performance decision produces direct, predictable failures — none of them edge cases.
| Failure Mode | Root Cause | Visible Impact |
|---|---|---|
| Opacity failure | Wrong grade or insufficient loading | Parts appear dull or semi-transparent; rejected at inspection or returned by customers |
| Streaks, specks, black spots | Agglomerated or low-purity TiO2, poor dispersion | Unstable film blowing and extrusion; screen packs clog more frequently, increasing downtime |
| Yellowing during processing | Inadequate surface coating or high metal impurities | Lacing defects above 280°C; unacceptable for food packaging, medical parts, and white consumer goods |
| Chalking and cracking outdoors | Insufficient weathering-grade specification | Shortened replacement cycles, rising warranty claims, deteriorating brand perception |
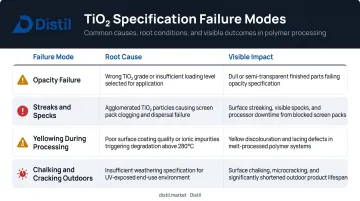
Each failure traces back to a specific, correctable specification gap — grade selection, loading level, surface treatment, or dispersion quality. Getting these right at the formulation stage costs far less than managing rejections, rework, or field failures downstream.
How to Get the Most Value from TiO2 in White Masterbatch
Match Grade to Application First
The core decision logic:
- Rutile for outdoor, engineering, high-temperature processing, food packaging, and any application with UV exposure or durability requirements
- Anatase for indoor flexible packaging, soft-touch applications, and lower-temperature processes without weathering demands
- Select surface treatment (silica-alumina, zirconium, aluminium oxide) based on processing temperature range, regulatory compliance needs, and whether UV stabilisation is required in the formulation
Optimise Loading Levels Through Trials
Overly high TiO2 loadings impair melt flowability and drive up material cost without proportional opacity gains. Under-loading sacrifices coverage and increases rejection risk.
Masterbatch concentrates in the 60–75% TiO2 range are commonly used to balance opacity with processability, but the right loading must be validated against the specific carrier resin, processing conditions, and target part geometry — not assumed from a general range.
Use Integrated Formulation Support
Working with a specialty chemicals partner that covers formulation development, application-specific processing trials, and supply chain consistency from a single point of contact shortens the path to a validated specification. Distil operates this way — R&D-led formulation tuning paired with end-to-end supply chain management, so polymer manufacturers handle grade selection, surface treatment choices, and scale-up through one team rather than three.
Conclusion
TiO2 determines whether a white masterbatch performs or generates rework. Grade selection, surface treatment, particle size, and loading level each feed directly into opacity, UV durability, and processing consistency — and getting any one of them wrong shows up in yield losses, colour failures, or shortened product lifespan.
The advantages of properly selected TiO2 accumulate over time: better first-pass yields, longer product lifespans, fewer customer returns, and lower total production costs. Treating grade selection and formulation quality as a one-time sourcing decision — or optimising purely on price — erodes those advantages batch by batch.
As applications, regulatory requirements, and sustainability demands continue to shift, the right TiO2 specification needs to be revisited and validated rather than carried forward by default. Processors who treat specification as a live variable — not a locked-in legacy decision — are the ones who maintain consistent output as materials, standards, and end-use requirements evolve.
Frequently Asked Questions
What is the difference between rutile and anatase TiO2 in white masterbatch?
Rutile TiO2 has a higher refractive index (~2.73 vs. ~2.55 for anatase), superior UV resistance, and better thermal stability — making it the standard for outdoor, engineering, and high-temperature applications. Anatase offers softer whiteness and easier dispersion, suited for indoor flexible packaging and applications with no weathering demands.
What TiO2 concentration is typically used in white masterbatch?
White masterbatch concentrates typically contain 50–80% TiO2, with 60–75% being the common working range that balances opacity performance with processability. Final addition rates in the plastic part vary by application, wall thickness, and opacity requirements.
Why does white masterbatch turn yellow during processing?
Yellowing is most commonly caused by inadequate surface coating treatment, high metal impurities in lower-purity TiO2, or processing above the masterbatch's thermal stability range. Specifying high-purity rutile TiO2 with appropriate silica-alumina surface treatment resolves this for the majority of processing environments.
How does TiO2 dispersion quality affect the finished plastic product?
Poor dispersion produces visible defects — streaks, haze, specks, and uneven gloss — as well as processing instability including pressure fluctuations and melt non-uniformity. Good dispersion delivers uniform opacity, consistent surface finish, and stable extrusion or molding conditions throughout the production run.
Is TiO2 white masterbatch safe for food contact packaging?
Yes. Food-contact grades require low heavy metal content and low photocatalytic activity — both met by coated rutile TiO2. It is approved under FDA 21 CFR 178.3297 and EU FCM substance No. 610 (Regulation EU 10/2011), and is standard in food-grade masterbatch formulations.
Can TiO2 white masterbatch be used for outdoor plastic applications?
Yes. Rutile-grade TiO2 with UV-stabilising surface treatments is specifically engineered for outdoor use — including construction profiles, agricultural films, and automotive components. It scatters and absorbs UV radiation to prevent polymer degradation and surface yellowing under prolonged sun exposure.