Introduction
Corrosion costs the global economy more than US$2.5 trillion annually — roughly 3.4% of global GDP, according to the NACE IMPACT study. For industrial operators managing steel structures, that number translates directly into unplanned maintenance, premature asset replacement, and safety risk.
Choosing the right protective coating is an engineering decision, not a procurement afterthought. Zinc oxide (ZnO) is a multi-functional coating pigment: it strengthens barrier performance, absorbs UV radiation, and carries none of the regulatory burden that comes with chromate-based alternatives.
This guide covers what coating formulators and industrial buyers need to evaluate ZnO for steel protection:
- Protection mechanisms and how ZnO works at the surface level
- Coating types suited to ZnO integration
- Step-by-step application requirements
- How ZnO compares to competing pigments
- Where its limitations lie
Key Takeaways
- What ZnO does: Densifies the coating film to slow moisture and ion ingress; absorbs UV to protect the organic binder from degradation
- Main coating types: ZnO-modified epoxy primers, polyurethane/alkyd topcoats, nano-ZnO systems
- Vs. alternatives: ZnO offers UV absorption that zinc phosphate lacks; unlike metallic zinc dust, it does not provide cathodic protection
- Key application steps: Near-white blast cleaning → ZnO dispersion → correct film build → DFT and holiday inspection
- Primary limitation: No sacrificial cathodic protection at cut edges or holidays — always pair with a zinc-rich primer in demanding environments
Why Steel Needs Corrosion Protection
The Electrochemistry of Rust
Steel corrodes through a straightforward electrochemical process. Iron atoms at the steel surface lose electrons in the presence of water and oxygen, forming ferrous ions that react further to produce iron oxide — rust. The reaction accelerates wherever an electrolyte bridges anodic and cathodic sites on the metal surface.
Several environmental factors push corrosion rates higher:
- Chloride ions (marine splash zones, road salt) penetrate coating films and disrupt passivating oxide layers
- High humidity increases electrolyte availability at the steel surface
- Industrial chemicals — acids, alkalis, solvents — attack both the coating and the underlying metal
- UV radiation degrades organic binders, creating cracks and pathways for moisture ingress
- Temperature cycling causes differential expansion between coating and substrate, opening microcracks over time
The Cost of Getting Coating Selection Wrong
Each of those factors compounds the others — and the financial consequences of underestimating them are well documented.
AMPP data on offshore splash-zone corrosion puts metal loss in that environment at approximately 0.95 mm/year — driven by oxygen and chloride-rich seawater repeatedly saturating poorly protected surfaces. At that rate, a structural member can lose measurable wall thickness within a single maintenance cycle.
The same AMPP analysis notes that better corrosion-control practices could reduce global corrosion costs by 15–35%, making coating selection one of the highest-ROI decisions an asset owner can make.
How Zinc Oxide Protects Steel: The Science Behind It
ZnO works through two distinct mechanisms operating simultaneously in the coating film.
Barrier Densification: The Tortuous Path Effect
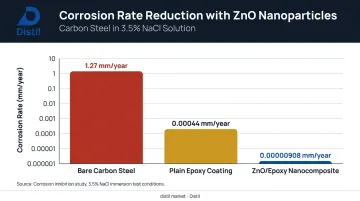
ZnO particles dispersed through an organic binder physically interrupt the diffusion pathways available to water molecules, oxygen, and corrosive ions like chloride. Rather than diffusing straight through to the steel surface, aggressive species must navigate around each particle — substantially extending the effective path length through the film.
A 2023 study on ZnO/epoxy coatings on carbon steel measured the practical effect of this mechanism directly. Bare carbon steel in 3.5 wt% NaCl solution corroded at 1.27 mm/year. A plain epoxy coating reduced that to 0.44 × 10⁻³ mm/year. Adding ZnO nanoparticles to the epoxy dropped the rate further to 9.08 × 10⁻⁶ mm/year — a reduction of more than four orders of magnitude compared to uncoated steel.
UV Absorption: Protecting the Binder Itself
Organic binders — epoxy, polyurethane, alkyd — degrade under prolonged UV exposure. Photodegradation causes chalking, micro-cracking, and eventual loss of barrier integrity, which is why topcoat failure often precedes substrate corrosion in outdoor applications.
ZnO's wide band gap (approximately 3.37 eV, corresponding to around 376 nm) gives it strong UV absorptivity in the near-UV range, allowing it to intercept radiation that would otherwise attack the binder's polymer chains. This UV-stabilising function extends coating service life independently of any corrosion-inhibiting benefit.
What ZnO Does Not Do
This distinction matters for system design: ZnO is not a sacrificial material. Unlike metallic zinc dust in zinc-rich primers, ZnO does not corrode preferentially to protect exposed steel at holidays, cut edges, or mechanical damage sites. It is a barrier and UV-stabilising pigment — complementary to, not a replacement for, cathodic protection where that level of performance is needed.
Types of Zinc Oxide Coatings for Steel
ZnO-Based Epoxy Primers
Epoxy primers are the most common ZnO-containing systems for structural steel, industrial equipment, and marine environments. Epoxy resins provide strong adhesion to prepared steel and excellent chemical resistance; ZnO contributes barrier densification within that matrix.
ZnO loading is application-specific. The right pigment volume concentration depends on:
- Target dry film thickness
- The specific epoxy system in use
- Corrosion environment classification (C3, C4, C5)
Formulators should confirm loading parameters against supplier technical data sheets rather than relying on generic values.
ZnO in Polyurethane and Alkyd Topcoats
In topcoat applications over primed steel — pipelines, bridges, agricultural equipment — ZnO's primary contribution shifts toward UV stability and gloss retention. Polyurethane and alkyd topcoats carry ZnO mainly to protect the binder from photodegradation, extending the service interval before the coating chalks, cracks, or loses adhesion. The barrier benefit is secondary in these systems.
Nano-ZnO Coatings
Reducing ZnO to particle sizes below 100 nm amplifies the barrier effect — smaller particles create denser packing within the film and a more tortuous diffusion network. Nano-ZnO also enables semi-transparent coating systems where aesthetics matter alongside protection.
The trade-off is dispersion. Nano-scale particles agglomerate readily, and without adequate high-shear mixing or milling, agglomerates create weak points in the film rather than improving it. Pre-dispersed nano-ZnO formats — where particles are already separated in a carrier medium — significantly reduce this risk for formulators who lack dedicated milling equipment.
Distil supplies ZnO across nano and non-nano particle size ranges, including ultra-fine and surface-treated grades, in powder and pre-dispersed formats. Their pre-dispersed systems are designed to reduce agglomeration risk — a practical option for formulators working without dedicated milling equipment.
Zinc Silicate Systems: A Boundary Clarification
Inorganic zinc silicate primers are sometimes mentioned alongside ZnO coatings, but the distinction matters. Zinc silicate systems rely on metallic zinc dust at high loadings (typically 85–92% zinc metal pigment) for sacrificial cathodic protection, with an alkali silicate binder providing an inorganic matrix. These are fundamentally different from ZnO pigment systems. Any ZnO present in such formulations is incidental — the corrosion protection mechanism is sacrificial, not barrier-based.
Formulation Support for Industrial Buyers
Selecting the right ZnO grade for a specific steel environment — marine, industrial processing, outdoor infrastructure — requires application-specific R&D. Particle size distribution, surface treatment, and purity all affect coating performance. What works in a lab-scale alkyd formulation may behave differently in a high-solids epoxy system at commercial scale.
Distil's technical team, with backgrounds spanning Dow, BASF, Huntsman, L'Oréal, and Reliance Industries, spans formulation design through application-specific trials to commercial-scale production. Industrial buyers looking for customised ZnO-based coating solutions can reach their team at contact@distil.market.
How to Apply Zinc Oxide Coating on Steel
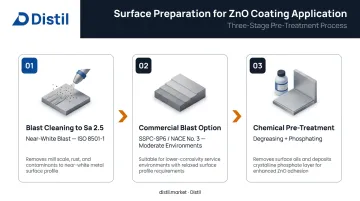
Surface Preparation
Surface preparation determines more about long-term coating performance than any other single variable. Rust, mill scale, oils, and soluble salts sitting under a coating will eventually drive blistering and underfilm corrosion regardless of how good the coating is.
For high-performance ZnO-based systems, target:
- Sa 2.5 (ISO 8501-1): near-white blast cleaning, with only slight staining remaining; appropriate for corrosive and marine environments
- SSPC-SP6 / NACE No. 3: commercial blast cleaning, acceptable where moderate corrosion risk exists
- Chemical pre-treatment: degreasing to remove oils and drawing compounds; phosphating where additional surface conversion is specified
Never apply ZnO-based primers over contaminated, wet, or poorly prepared surfaces. No coating system can compensate for inadequate substrate condition.
Mixing, Dispersion, and Application
Once the surface is ready, dispersion quality becomes the next critical variable. ZnO tends to agglomerate during storage, so high-shear mixing or milling is required before application to break down particle clusters and achieve the uniform distribution needed for full barrier performance. Inadequate dispersion creates localised weak points in the film, and those weak points are exactly where corrosion initiates.
Application method depends on project scale:
- Airless spray — preferred for large steel structures; achieves consistent film build at high productivity
- Brush or roller — suitable for maintenance and touch-up work; requires more passes to reach target film thickness
Dry film thickness (DFT) targets are system-specific — confirm with the coating manufacturer's technical data sheet for the specific ZnO-containing product. In corrosive environments, multiple coats are standard practice, and each coat should be applied within the recoat window specified by the manufacturer.
Curing, Inspection, and Quality Control
Cure requirements — temperature windows, humidity limits, overcoat intervals — are product-specific and must be followed from the manufacturer's TDS, not generic guidance. Applying the next coat too early traps solvent and compromises adhesion. Applying it too late can prevent adequate intercoat bonding.
Post-application QC should include:
| Test | Method | What It Confirms |
|---|---|---|
| Dry film thickness | ASTM D7091-20 (magnetic gauge) | Applied film build meets specification |
| Cross-cut adhesion | ASTM D3359-23 (tape test) | Coating adhesion to substrate and between coats |
| Pull-off adhesion | ASTM D4541-22 | Quantitative adhesion strength in MPa |
| Holiday detection | ASTM D5162-21 (wet sponge or spark tester) | Pinholes and discontinuities that become corrosion initiation sites |
Each test confirms a different failure mode. A coating that passes DFT measurement but fails holiday detection has microscopic gaps where corrosion will initiate regardless of film thickness elsewhere.
Zinc Oxide vs. Other Corrosion-Inhibiting Pigments
Comparison Table
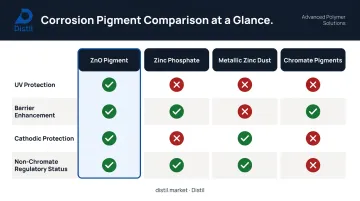
| Criterion | ZnO Pigment | Zinc Phosphate | Metallic Zinc Dust | Chromate Pigments |
|---|---|---|---|---|
| Protection mechanism | Barrier (tortuosity) + UV absorption | Chemical inhibition / passivation | Sacrificial / cathodic | Chemical inhibition / passivation |
| UV protection | Yes (Eg ≈ 3.37 eV) | No | No | No |
| Cathodic protection | No | No | Yes (requires electrical contact) | No |
| Regulatory status | Non-chromate; verify SDS for substance-specific status | Non-chromate alternative | Non-chromate | REACH Annex XIV restrictions; RoHS hexavalent Cr limits |
| Typical applications | Epoxy/PU/alkyd primers and topcoats for steel | Powder coatings, primers | Zinc-rich epoxy and inorganic zinc primers | Legacy aerospace and industrial primers |
| Relative cost | Moderate | Moderate | Higher (high metal loading) | High compliance risk |
ZnO's Multi-Functional Advantage
Among common corrosion-inhibiting pigments, ZnO is the only option that combines UV absorption, barrier enhancement, and non-chromate regulatory positioning in a single additive. Zinc phosphate is an effective chemical inhibitor but provides no UV benefit. Metallic zinc dust delivers cathodic protection but does not stabilise the binder against photodegradation. Chromates offer strong passivation but face tightening restrictions across major regulatory frameworks.
The Regulatory Context
Those chromate restrictions are now codified in law. ECHA's REACH Authorisation List includes strontium chromate, potassium hydroxyoctaoxodizincatedichromate, and pentazinc chromate octahydroxide with sunset dates from January 2019, while RoHS restricts hexavalent chromium in electrical and electronic equipment. This regulatory pressure is pushing formulators toward non-chromate alternatives. ZnO's combination of performance and non-chromate status makes it a practical candidate for systems that previously relied on chromate inhibitors.
Caveat: "non-chromate" is not the same as "non-hazardous." ZnO should be evaluated against substance-specific SDS and ECHA data for each application rather than assumed to be without classification concerns.
Limitations and Best Practices for Using Zinc Oxide on Steel
Key Limitations
Formulators must account for three practical constraints:
No cathodic protection. Holidays, cut edges, and mechanical damage leave bare steel exposed without a sacrificial zinc system to defend it. ZnO cannot protect what it cannot cover.
Dispersion sensitivity. Agglomerated ZnO creates film defects that undermine the tortuosity benefit it's supposed to provide. Particle size and dispersion quality must be validated before application — not assumed.
Binder compatibility. ZnO can react with acid-functional binder components. Compatibility checks during formulation development are essential, particularly with systems containing residual acidity or acid-cure catalysts.
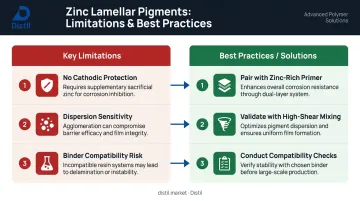
Best Practices
- Layer the system: In demanding environments (marine, offshore, chemical processing), pair a ZnO-based barrier primer with a zinc-rich primer beneath it. The zinc-rich layer provides cathodic protection at defects; the ZnO layer provides UV stability and barrier reinforcement above it.
- Validate dispersion: Check particle size distribution before committing to a production batch. A high-shear mixing step is not optional for most ZnO grades.
- Specify the grade: Particle size distribution, surface treatment, and purity (particularly chloride and lead impurity limits) should be matched to the end-use environment. A grade suited for outdoor infrastructure may not meet purity requirements in a chemically aggressive environment.
Sourcing for Batch Consistency
Batch-to-batch variation in particle size or impurity levels directly affects coating quality — which makes supply chain consistency as important as formulation. Distil's network of 20+ manufacturing partners operates under a unified quality system that minimizes batch-to-batch variation, with real-time visibility across production and logistics. Low-impurity-profile ZnO grades matched to industrial coating requirements are available for inquiry at contact@distil.market.
Frequently Asked Questions
What are 5 uses for zinc oxide?
ZnO's applications span multiple industries: corrosion-inhibiting pigment in steel coatings, UV absorber in sunscreens and exterior paints, antimicrobial agent in medical dressings and personal care products, vulcanisation accelerator in rubber processing, and semiconductor material in electronics and sensors.
How does zinc oxide prevent rust on steel?
ZnO protects steel by densifying the coating film : ZnO particles create a tortuous diffusion path that slows moisture, oxygen, and chloride ion ingress to the substrate. It does not provide sacrificial cathodic protection, so damaged areas remain vulnerable without a complementary zinc-rich primer.
Is zinc oxide coating better than zinc phosphate for steel protection?
The two work differently rather than one being universally superior. Zinc phosphate passivates the steel surface chemically; ZnO improves barrier density and absorbs UV radiation, adding meaningful service life in outdoor applications. For purely corrosion-inhibiting primer work, zinc phosphate remains the more established choice.
Can zinc oxide be used as a primer on steel?
Yes — ZnO is widely used in epoxy and alkyd primer formulations for steel. It improves barrier performance at the primer layer, but in high-corrosion environments (C4–C5 per ISO 12944), it is typically part of a system that includes a zinc-rich primer for full corrosion protection rather than a standalone solution.
How long does a zinc oxide coating last on steel?
Service life depends on the full coating system, film build, surface preparation, and exposure environment. ISO 12944 durability categories run from Low (under 7 years) to Very High (over 25 years); ZnO-containing systems can meet any category. The classification belongs to the complete specified system, not to the pigment alone.
What are the limitations of zinc oxide coatings on steel?
The three main constraints: no cathodic protection at cut edges and holidays, performance sensitivity to dispersion quality, and potential reactivity with acid-functional binder components. ZnO performs best as part of a well-designed multi-layer system rather than as a standalone corrosion solution.